Plazmové svařování: účel a popis, výhody a druhy, doporučení
Plazmové svařování je jednou z nejprogresivnějších metod spojování kovů, která se vyznačuje vysokou koncentrací energie, přesností a všestranností. Technologie je založena na principu komprese elektrického oblouku pomocí proudu plynu procházejícího úzkou tryskou, což umožňuje zvýšit jeho teplotu a energetickou saturaci.
Díky těmto vlastnostem se metoda široce používá při svařování nízkotavitelných a vysoce legovaných materiálů, jakož i při provádění obzvláště kritických svarů s minimální tepelně ovlivněnou zónou.
Stlačený oblouk vytváří výkonný plazmový hořák, který zajišťuje bodový tepelný efekt, stabilitu procesu a vysokou kvalitu svarového spoje. Plazmový hořák, jako hlavní nástroj této technologie, je vysoce přesné zařízení, které kombinuje technickou spolehlivost, tepelnou stabilitu a promyšlené chladicí systémy.
Technologie stlačeného oblouku se dnes aktivně používá v ručních i automatizovaných svařovacích jednotkách a poskytuje nové standardy kvality ve strojírenství, leteckém průmyslu, energetice a dalších high-tech oblastech.
První experimenty s procesy obloukového plazmatu začaly v polovině 1950. století, v době aktivního rozvoje elektrického obloukového svařování. Již v 1960. letech XNUMX. století byla díky pokrokům v dynamice plynů a materiálové vědě navržena myšlenka umělého stlačování oblouku za účelem zvýšení jeho hustoty a teploty. V XNUMX. letech XNUMX. století se objevily první průmyslové plazmové hořáky, které používaly vodou chlazené měděné trysky a katody vyrobené z žáruvzdorných kovů. Rozvoj mikroplazmového svařování dal impuls k vytvoření vysoce přesných zařízení pro spojování tenkovrstvých konstrukcí.
Významný přínos měli i sovětští inženýři: podniky vojensko-průmyslového komplexu vyvinuly instalace jako USDS, MPU-4 a další, které se v modernizované podobě používají dodnes. Dnes je plazmové svařování se zúženým obloukem považováno za vyspělou technologii, která se neustále zlepšuje díky novým řešením v oblasti elektroniky, chlazení a regulace průtoku plynu.
Plazmové svařování
Získání stlačeného oblouku
Plazmové svařování je proces, který využívá uměle stlačený oblouk za účelem zvýšení jeho energetické hustoty. V tomto případě se teplota v zóně oblouku zvyšuje na 12 000–20 000 °C, zatímco standardní svařovací oblouk se zahřeje pouze na 6000 XNUMX °C. K dosažení tohoto efektu je pohyb sloupce oblouku omezen jeho průchodem úzkou tryskou, která brání jeho volnému rozpínání. Zařízení, které zajišťuje vznik takového oblouku, se nazývá plazmový hořák.
Nejrozšířenější metodou je vytvoření plazmového paprsku kompresí a silným ochlazováním obloukového výboje proudem plynu uvnitř kompaktního kanálu hořáku vybaveného vodním chlazením. Takový kanál pomáhá stabilizovat oblouk a zvýšit teplotu plazmového hořáku.
Typická konstrukce plazmového hořáku (viz obrázek níže) zahrnuje izolační těleso, netavitelnou elektrodu a měděnou trysku chlazenou tekoucí vodou.
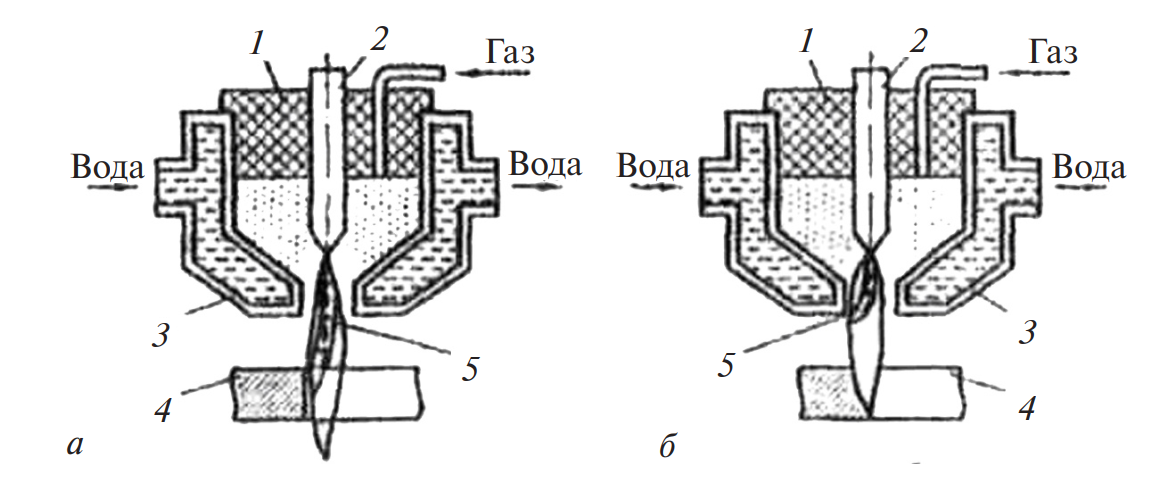
Schémata obloukových plazmových hořáků přímého (a) a nepřímého (b) působení: 1 – izolátor; 2 – elektroda; 3 – tryska; 4 – obrobek; 5 – svařovací oblouk
Do trysky plazmového hořáku je přiváděn plyn, buď podél osy elektrody (axiálně), nebo tangenciálně (tangenciálně), buď inertní, neutrální nebo obsahující kyslík, který se při průchodu obloukem zahřívá na extrémně vysokou teplotu. Plazmové hořáky mohou být navrženy pro provoz se střídavým nebo stejnosměrným proudem, v závislosti na konkrétním úkolu.
Aplikace stlačeného oblouku
Stlačený oblouk se používá při výrobě výrobků ze žáruvzdorných a legovaných materiálů: nerezových a žáruvzdorných ocelí, slitin niklu a titanu, molybdenu, wolframu a dalších obtížně zpracovatelných kovů. Pomocí speciálních konstrukcí trysek je možné měnit geometrii tepelného bodu. Například pro získání protáhlé topné zóny se v trysce vytvoří další otvory, kterými vstupuje sekundární proud studeného plynu. Tím se tepelný bod dále zužuje a dodává se mu protáhlý tvar.
Tato konstrukce nejen zužuje tepelně ovlivněnou zónu, ale také zvyšuje rychlost svařování o 50–100 %. Díky bočnímu přívodu pomocného plynu se vytváří fokusační proudění, které dodatečně stlačuje obloukový výboj, čímž se zlepšuje stabilita a lokalizace tepelného nárazu.
Procesní parametry zahrnují svařovací proudy v rozmezí od 3 do 300 A, přičemž napětí oblouku je typicky 25–35 V. Rychlosti svařování se pohybují od 30 do 50 m/h a spotřeba argonu při použití stlačeného oblouku je 5–6krát nižší ve srovnání s konvenčním obloukovým svařováním. Metoda umožňuje spojovat díly o tloušťce 0,05 až 10 mm, přičemž při tloušťce 3–1 mm je dosaženo poměru hloubky průvaru k šířce svaru až 3:10.
Zúžený oblouk se také používá k provádění hlubokého provařování, které vytváří průchozí otvor ve tvaru klíčové dírky. Oblouk proniká celou tloušťkou kovu a tlačí roztavený materiál do zadní části lázně. Současně zůstává zadní strana součásti otevřená a proud ochlazeného plynu vystupuje vytvořeným otvorem.
Navzdory podobnosti s plazmovým řezáním se proces liší tím, že kov se neodstraňuje, ale zůstává ve svarové lázni, držený silami povrchového napětí. To klade zvláštní nároky na přesnost nastavení svařovacího režimu a přípravu svařovaných povrchů.
Pro efektivní tvorbu švu je nutné, aby proudění plynu z trysky bylo rovnoměrné, bez vzniku turbulencí. Tlak paprsku by neměl narušovat strukturu lázně. Tupé svařování bez použití přídavného materiálu je možné pro plechy o tloušťce až 10 mm – v tomto případě není nutná úprava hran. Metoda je použitelná v jakékoli prostorové poloze.
Pokud tloušťka materiálu přesáhne 10 mm a dosáhne 25 mm, použije se drážka ve tvaru V nebo U, která je však mnohem méně výrazná než u argonového obloukového svařování. Množství potřebného přídavného materiálu se sníží trojnásobně. Pro ochranu švu před oxidací se z rubové strany přivádí inertní plyn, nejčastěji přes speciální podkladové pásky s drážkami.
Při určování svařovacího režimu se kromě standardních parametrů (proud, napětí, rychlost) bere v úvahu průměr trysky a složení s průtokem plazmatvorného plynu.
Obzvláště vysoké produktivity se dosahuje při svařování trubek. Například při přechodu z otevřeného argonového obloukového svařování na technologii svařování zúženým obloukem u trubek vyrobených z korozivzdorných ocelí s tloušťkou stěny 2,3–7,0 mm je možné zvýšit rychlost svařování o 50–200 %.
Mezi hlavní výhody technologie svařování zúženým obloukem patří: stabilita a stabilita oblouku, vysoká kvalita svaru s minimální spotřebou ochranného plynu (10–30krát méně), zrychlené svařování, snížení zbytkových napětí a deformací a také zlepšené pracovní podmínky pro svářeče díky kompaktnější zóně dopadu a menšímu tepelnému příkonu.
Plazmatrony
Plazmové hořáky pro svařování jsou integrovanou konstrukcí v jednom krytu, kde jsou katodová a trysková jednotka vzájemně izolovány. Přívod elektrické energie, chladicí kapaliny, jakož i pracovních a ochranných plynů se provádí pomocí kabelového svazku hadic. Tato jednotka je připojena k krytu plazmového hořáku buď uvnitř rukojeti ručního hořáku, nebo pomocí speciálních vsuvek umístěných v jeho horní části, což je typické pro mechanizované svařovací komplexy.

Při konstrukci svařovacích plazmových hořáků je hlavním plazmatvorným a ochranným plynem argon, ačkoli v některých případech se používá i hélium. Katoda je obvykle vyrobena z wolframu, kovu s vysokou žáruvzdorností a odolností vůči agresivnímu inertnímu prostředí. Může být upevněna v kleštinovém upínači nebo připájena do měděného chlazeného držáku.
Hustota elektrického proudu Proud uvnitř kanálu trysky se vypočítá pomocí vzorce j = 4I / (πd²), kde I je síla proudu a d je průměr kanálu. Hodnota j se obvykle pohybuje v rozmezí 2–7 A/mm² při proudu 14–2 A. To podporuje tvorbu slabě stlačeného plazmového oblouku, což zajišťuje rovnoměrné a stabilní tavení bez rozstřiku.
Nejčastěji používanými modely plazmových hořáků jsou USDS, R-45 a T-169. Jsou součástí jednotek MPU-4 a byly použity pro mikroplazmové svařování hliníku jakostí A-1281, A-1343, H-136 a podobných. Plazmové hořáky OB-2592 a OB-2628 se vyznačují vylepšenými výkonovými charakteristikami a vysokou spolehlivostí. Jsou vybaveny zdroji energie řady UMPS-0301, H-167 a H-155.
Existují dva hlavní typy plazmových hořáků: přímé a nepřímé. Nepřímé přístroje tvoří oblouk mezi elektrodou a tryskou, což je činí vhodnými pro zpracování dielektrik a pro použití jako plynové ohřívače.
Přímo působící plazmové hořáky jsou vhodnější pro svařování a řezání, protože oblouk se tvoří mezi elektrodou a samotným obrobkem (viz obrázek). Vzhledem k větší vzdálenosti mezi elektrodou a obrobkem používají tyto systémy dvoustupňový proces zapálení oblouku. Nejprve se do pouzdra přivede plyn, poté se spustí oscilátor, který způsobí jiskru mezi elektrodou a tryskou (možný je i zkrat pomocí grafitové tyče, a to i přes zrychlené opotřebení součástí).
Pomocný oblouk (záložní) je napájen buď z vyhrazeného zdroje s nízkým výkonem, nebo z hlavního zdroje napájení přes omezovací odpor. Vytváří slabý plazmový paprsek, který po dosažení kovového povrchu iniciuje hlavní pracovní oblouk. Pokud je v obvodu stykač, lze přesně řídit okamžik zapálení pracovního oblouku. V automatických instalacích se záložní oblouk vypne po zapálení hlavního, ale v ručním režimu je výhodnější jeho neustálé hoření.
Stlačený oblouk se vyznačuje vyšším napětím ve srovnání s volným obloukem při stejné délce. To je způsobeno zvýšením hustoty proudu při stlačení oblouku v kanálu trysky, což zvyšuje elektrické pole.
Plyn vstupující do trysky proniká do zóny hoření oblouku, intenzivně se zahřívá a rozpíná. Jak se pohybuje, jeho rychlost se zvyšuje a na výstupu dosahuje vrcholu. Horký plyn taví kov na povrchu součásti a tlak paprsku pomáhá taveninu vytlačovat a přenáší teplo hluboko do materiálu. To poskytuje dvojnásobnou tepelnou účinnost ve srovnání s volným obloukem.
Změnou průtoku plynu a geometrie trysky je možné upravit tlak paprsku a rozložení tepla na součásti. Tyto parametry jsou klíčové pro nastavení velikosti tavné lázně a tvaru svaru.
Díky vysoké hustotě energie v zúženém oblouku, zejména při nízkém výkonu, je možné vytvářet úzké svary s minimální tepelně ovlivněnou zónou a zvýšenou rychlostí svařování.
Účinnost použití stlačeného oblouku se značně liší – od 30 do 80 %, protože významná část užitečné energie je přenášena plynem, jehož parametry se mění. Kromě toho se zvyšuje stabilita oblouku, snižuje se jeho odchylka od středu, což zlepšuje tvar a opakovatelnost švu.
Charakteristiky oblouku závisí také na volbě plazmového plynu. Různé plyny mají různou tepelnou kapacitu a tepelnou vodivost, což ovlivňuje napětí oblouku. Argon, který se používá nejčastěji, má nízké tepelné vlastnosti, což zjednodušuje ruční ovládání svařování a prodlužuje životnost wolframové elektrody.
Účel a konstrukce trysky
Hlavní funkcí trysky je řízení parametrů plazmového oblouku. Jejími kritickými geometrickými charakteristikami jsou průměr a výška kanálu, stejně jako tvar pracovní dutiny. Tyto parametry se volí v závislosti na síle proudu, složení a objemu přiváděného plynu. Při návrhu je nutné zohlednit rovnováhu mezi technologickou účinností, životností jednotek a stabilitou plazmového hořáku. Za nejdůležitější je považován životnost trysky.

Stejnosměrný proudový oblouk s přímou polaritou
Ve většině případů se používá oblouk s přímou polaritou, protože pomáhá prodloužit životnost netavitelné elektrody. Také přenáší více energie na obrobek, což jej činí efektivním při svařování vysoce legovaných ocelí, titanu a mědi.
Při práci s hliníkovými slitinami však přímočarý stlačený oblouk nezajišťuje zničení oxidového filmu. Zde je výhodnější obrácená polarita, která ničí oxid, ale zároveň snižuje tepelnou účinnost a prudce zvyšuje zatížení elektrody (anody). Za takových podmínek se přípustný proud snižuje 20krát. Pro prodloužení životnosti se používají zesílené systémy chlazení katody.
Střídavý oblouk
Svařování střídavým proudem čelí problému nízké stability při změně polarity. To platí zejména v podmínkách stlačeného oblouku, kde intenzivní chlazení vede k útlumu sloupce oblouku. Pro zlepšení stability jsou nutné buď zdroje se zvýšeným napětím, nebo speciální stabilizátory. Z tohoto důvodu se stlačený oblouk střídavého proudu prakticky nepoužívá.
Návrh katody
Volba provedení katody závisí na vlastnostech plynu. Při práci s inertními plyny (argon, dusík, jejich směsi) se upřednostňují wolframové katody. Vyrábějí se buď jako tyč upevněná v kleštině, nebo jako tyč připájená do měděného chlazeného držáku.
Druhá možnost je účinnější, protože zlepšuje odvod tepla a umožňuje vyšší proudovou hustotu s nižší spotřebou wolframu. Pro práci s aktivními plyny obsahujícími kyslík (např. CO2), se používají termochemický katody. Jsou to vložky vyrobené z hafnia nebo zirkonia, zalisované do měděného tělesa s ohledem na proud oblouku a další provozní parametry.
Závěr
Zajímavosti:
- Teplota v zóně stlačeného oblouku může dosáhnout 20 000 °C, což je srovnatelné s povrchem Slunce.
- Při použití technologie stlačeného oblouku lze spotřebu argonu snížit 10–30krát ve srovnání s tradičním svařováním argonovým obloukem.
- Hloubka průvaru při svařování může být 3krát větší než šířka švu – to je prakticky nedosažitelné jinými metodami bez významné deformace materiálu.
- Při svařování tenkých plechů (0,05 mm) není nutný ani přídavný materiál, ani příprava hran – šev je čistý a rovnoměrný.
- Moderní plazmové hořáky umožňují svařování v jakékoli prostorové poloze – vertikální, nad hlavou nebo šikmo – díky vysoké stabilitě oblouku.
- Stlačený oblouk se používá nejen pro svařování, ale také pro přesné lokální ohřevy, řezání, navařování a dokonce i opravné pájení lopatek turbín.
Plazmové svařování s použitím zúženého oblouku je high-tech proces schopný zajistit mimořádně přesné, pevné a stabilní spoje s minimálním tepelným dopadem na materiál. Tato metoda se úspěšně používá v nejnáročnějších průmyslových odvětvích díky své vysoké energetické účinnosti, úspornosti plynu a všestrannosti materiálů a prostorové polohy švu.
Pochopení konstrukčních vlastností plazmového hořáku, svařovacích parametrů a vlastností oblouku umožňuje inženýrům a technologům využívat tuto technologii co nejefektivněji, dosáhnout vysoké produktivity a splnit moderní požadavky na kvalitu svarových spojů.
- O autorovi
- Nedávné publikace
Přední inženýr-technolog a expert na optimalizaci výroby v NPF ‘Moderní výrobní technologie’
Alexandr Lavrinenko je inženýr-technolog s více než 25 lety praxe ve strojírenství, energetice, stavebnictví a automatizaci výroby. Získal magisterský titul v oboru metalurgie na Moskevské státní technické univerzitě se specializací na moderní metody zpracování kovů a aditivní technologie. Pracoval na projektech implementace komplexních řešení pro diagnostiku a optimalizaci obráběcích strojů.
Pravidelně publikuji materiály o pokročilých technikách řezání, svařování a povrchové úpravy a také upozorňuji na nový vývoj ve slévárenském a kompozitním průmyslu – včetně technologií tváření a svařování.
Alexandr Lavrinenko nedávno publikoval (zobrazit vše)
- Šnekové převody: zařízení, montáž a ovládání — 28.06.2025. XNUMX. XNUMX
- Ozubené převody: typy, konstrukce, montáž a ovládání — 28.06.2025. XNUMX. XNUMX
- Řetězové pohony: zařízení, montáž a seřízení — 28.06.2025. XNUMX. XNUMX

Moderní průmysl nabízí svým spotřebitelům řadu metod svařování. Plazmová technologie je považována za jednu z nejmodernějších možností.
Pohodlné řezání, tavení a upevňování různých konstrukcí a dílů vyrobených z kovových slitin pomocí specializovaného zařízení na bázi plazmy výrazně zjednodušuje instalační činnosti. Plazmová metoda je navíc extrémně bezpečná. To je samozřejmě možné pouze tehdy, pokud dodavatel dodržuje bezpečnostní požadavky a základní pracovní pravidla.
Jmenování
Intenzivní zavádění do výroby velkého množství „pokročilých“ slitin a kovů, jako je například nerezová ocel, kombinace neželezných kovů a další varianty, doslova donutilo specialisty najít nové svařovací technologieProtože často je obtížné zpracovat uvedené materiály a jejich kombinace klasickým plynovým a jinými druhy svařování.
Plazmové svařování se tak vyvinulo s využitím určitých technologických charakteristik a stalo se velmi rozšířeným mezi opraváři a staviteli.
Přestože má plazmová technologie mnoho podobností se svařováním argonem, vyznačuje se mnohem vyššími teplotními ukazateli. Zejména svařovací oblouk se často zahřívá až na dvacet tisíc stupňů Celsia.
Právě tento parametr umožňuje plazmové svařování spojovat díly, které nejsou možné s běžným svařovacím obloukem, jehož teplota nepřesahuje pět tisíc stupňů.
Princip činnosti je založen na roztavení části kovového prvku v důsledku dopadu ionizovaného plynu, který vede proud, na jeho povrch. Proud plynu je ionizován ohřevem oblouku, který je emitován plazmovým hořákem. Stupeň ionizace se zvyšuje se zvyšující se teplotou plynu.
Plazmový oblouk s velmi vysokým výkonem a teplotou se vytváří stlačením běžného oblouku s použitím plynu tvořícího plazmaK tomuto účelu se obvykle používá argon. V některých situacích se k němu může přidat vodík a hélium.
Během ionizace nabité částice přítomné v plynu zvyšují teplo generované obloukem. Plazmový oblouk navíc může v důsledku zmenšení svého vlastního průměru několikanásobně zvýšit tlak na kovové povrchy.
Hlavní výhody
Ve srovnání s tradičními typy svařování lze identifikovat několik hlavních výhod plazmové technologie:

- Schopnost pracovat s jakoukoli kovovou slitinou;
- Možnost rychlého zpracování kovových výrobků o tloušťce 50-200 milimetrů;
- Nízké náklady díky absenci nutnosti používat propan-butan a acetylen;
- Plazmové svařování vytváří čistší a rovnoměrnější švy;
- Svařovaný materiál nepodléhá deformaci;
- Použití plazmového svařování je velmi bezpečné, protože se při tomto typu práce nepoužívají žádné plynové lahve.
Druhy svařování
Existují tři typy plazmového svařování, které jsou určeny silou použitého elektrického proudu:
- Mikroplazma (při proudu od 0,1 do 25 A);
- Při středních elektrických proudech (od 50 do 150 A);
- Při vysokých elektrických proudech (více než 150 A).
Mikroplazmové svařování.

Nejběžnější je mikroplazmový typ. Během tohoto typu zpracování se vytváří speciální „záložní“ oblouk, který se zapaluje mezi elektrodou a vodou chlazenou tryskou.
Hlavní oblouk se objeví po přivedení plazmového hořáku ke zpracovávanému kovovému výrobku. Plyn, ze kterého se plazma tvoří, je přiváděn tryskou plazmového hořáku.
Tento typ svařování je velmi účinný při zpracování tenkých kovových výrobků. Takové svářecí zařízení se vyznačuje velmi širokou škálou použití: výroba tenkostěnných trubek a nádob, výroba šperků, svařování fólií, upevňování membrán k různým typům konstrukcí atd.
Svařování při středních elektrických proudech.
Tato technologie je založena na využití vlastností horkých plynů vystavených ionizaci. Tato metoda je svými parametry podobná argonovému svařování wolframovou elektrodou. Tato metoda však má oblouk s větším výkonem než argon. Navíc může ovlivnit omezenou rovinu, tj. je produktivnější. To je dáno nejen vysokým výkonem, ale také vysokým tlakem plazmového oblouku.
Technologie vysokého proudu.
Vyznačuje se ještě většími výkonovými ukazateli. Obrobek je zcela roztaven. Je tak výrazně ovlivněn, že se v tavné lázni objeví i průchozí otvor. Ve skutečnosti celá práce spočívá v řezání konstrukce a jejím svařování.
Tento typ svařování se používá ke zpracování výrobků z měděných dílů, titanu, nízkouhlíkových a legovaných ocelových slitin a dalších materiálů. Použití této moderní technologie umožňuje efektivnější, kvalitnější a ekonomičtější svařování kovových konstrukcí.
Doporučení pro práci

Technologie plazmového svařování se od ostatních možností mnohokrát liší. Na základě těchto vlastností se připravuje materiál a vybavení pro práci.
Aby se předešlo problémům, měla by být elektroda naostřena pod úhlem 25 až 30 stupňů. Vzniklý kužel by měl mít délku přibližně pěti až šestinásobek průměru. Doporučuje se špičku trochu otupit.
Během zpracování plechů je nutné pečlivě sledovat výskyt mezer. Jejich velikost by neměla překročit jeden a půl milimetru. Doporučuje se upevnit polotovary tak, aby se svařované spoje zcela shodovaly.
Při práci by se měl používat stejnosměrný proud. Ochranný plyn by měl být do svařovací oblasti přiveden přibližně deset až dvacet sekund před zapálením oblouku. Během celého postupu je nutné zajistit, aby oblouk neměl žádné přerušení. Pokud k přerušení dojde, je třeba najít místo, kde k němu došlo, a bezpečně jej chránit.
Dodržování výše uvedených doporučení pomůže k bezpečné a efektivní práci.