Chyby při pájení polypropylenových trubek: teplota, vlhkost, nečistoty

Koupit si páječku na plastové trubky není tak špatné, protože je potřeba vědět, jak ji používat. Dnes samozřejmě není těžké najít na internetu video o tom, jak pájet plastové trubky. Takové video tutoriály však zpravidla nemluví o hlavních chybách při pájení polypropylenových trubek a právě s nimi začíná cesta instalatéra.
Jaké jsou nejčastější chyby při pájení trubek? Co byste měli zvážit, než si vezmete páječku pro svařování trubek? Jakou teplotu mám nastavit a jak mám správně pájet trubky? Právě o tom bude řeč v recenzi stavebního časopisu samastroyka.ru.
Chyby při pájení polypropylenových trubek
Hlavní chyby při pájení, nebo zcela správně, při svařování polypropylenových trubek, souvisí s následujícím:
Nesprávná teplota svařování potrubí – mnozí nastavují na páječce maximální teplotu, která způsobuje silné roztavení plastu a tím může dojít k nejzávažnější chybě spojené se zmenšením vstupního průměru trubky nebo tvarovky. Teplota, na kterou byste měli nastavit páječku, závisí na mnoha faktorech, jako je okolní teplota. Při teplotě vzduchu 18-20 stupňů není potřeba nastavovat páječku na trubky na maximální možný výkon, stačí na ní nastavit teplotu v rozmezí 250-270 stupňů.

Za zvážení také stojí průměr trubek: čím menší je, tím nižší by měla být teplota páječky. Tento moment lze samozřejmě regulovat dobou ohřevu trubky a tvarovky, ale někdy je to právě snížení teploty páječky, které umožňuje vyhnout se roztavení konců trubek s jejich následnou deformací.
Čas na pájení trubek
Pokud při pájení polypropylenových trubek nedodržíte určitou dobu, můžete jejich konce roztavit natolik, že se později nelze vyhnout deformaci.

Proto pro standardní situace existují následující časové intervaly pro pájení trubek při teplotě páječky 250-270 stupňů:
- Průměr trubky 20 mm (doba ohřevu 5 sec.);
- Průměr trubky 25 mm (doba ohřevu 7 sec.);
- Průměr trubky 32 mm (doba ohřevu 8 sec.);
- Průměr trubky 40 mm (doba ohřevu 12 sec.);
- Průměr trubky 50 mm (doba ohřevu 18 sec.);
- Průměr trubky 63 mm (doba ohřevu 24 sec.);
- Průměr trubky 75 mm (doba ohřevu 30 sec.);
- Průměr trubky 90 mm (doba ohřevu 40 sec.);
- Průměr trubky 110 mm (doba ohřevu 50 sec-1 min).
Ujasněme si, že doba ohřevu polypropylenových trubek závisí nejen na jejich průměru, ale také na teplotě nastavené na páječce trubek a také na teplotě v místnosti nebo venku.

Špatně vyčištěný povrch potrubí – Nemůžete pájet špinavé nebo mokré trubky, protože v každém případě prosakují. Proto se před svařováním trubek přesvědčíme, že jejich povrch je suchý a bez nečistot a prachu. Pokud voda vytéká z potrubí například při výměně stoupaček vody, měla by být zastavena alespoň po dobu pájení. To lze provést pomocí kousku toaletního papíru nebo ubrousku, který jej zatlačíte dovnitř potrubí. Po pájení, kdy voda protéká trubkami, ubrousek smyje a ten skončí v hrubém filtru, bez negativních důsledků pro přívod vody.
Jak pájet polypropylenové trubky
Hlavní chyby při pájení polypropylenových trubek byly diskutovány výše. Podívejme se na konkrétní příklad, jak správně pájet trubky:
- Připravujeme všechny potřebné materiály a nástroje pro pájení polypropylenových trubek: páječku, řezačku trubek nebo pilu na kov, značku, trubky a tvarovky pro ně.

- Sestavíme páječku, nainstalujeme na ni potřebné nástavce a zapojíme do sítě, aby se zahřála. Doporučuje se počkat, až se páječka dobře zahřeje a alespoň jednou ji vypnout. Poté můžete začít pájet polypropylenové trubky.
- Vezmeme trubku a označíme ji, kde, jak a kde bude tvarovka vypadat: ohyb, T-kus atd. Pro označení je nejlepší použít černý stavební fix. Na trubce si také uděláme značku, do jaké hloubky má tvarovka jít. To vše pomůže vyhnout se v budoucnu různým chybám spojeným se značením potrubí.
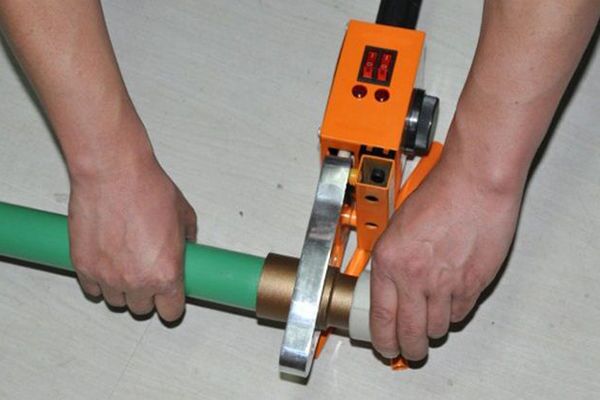
- Nyní, když je páječka dobře zahřátá, můžete trubky pájet. K tomu se tvarovka zatlačí na jednu stranu páječky a trubka na druhou. Od tohoto okamžiku začíná odpočítávání (viz tabulka časů pájení pro polypropylenové trubky výše). Po uplynutí stanovené doby je třeba rychle vyjmout trubku a tvarovku z páječky a okamžitě je spojit.

- Při spojování trubky a tvarovky musíte tvarovku ihned vyrovnat tak, aby na trubce seděla rovnoměrně. Trubku není potřeba do tvarovky příliš tlačit, stačí ji zatlačit do předem vyznačené hloubky. Pokud trubku příliš zatlačíte do tvarovky, můžete zúžit vnitřní průměr, což je při pájení polypropylenových trubek nenapravitelná chyba. Rovněž se při spojování potrubí a tvarovky nedoporučuje šroubení na potrubí kroutit. Jednoduše řečeno: zahřejte, připojte, vyrovnejte a držte v této poloze asi 30 sekund.
To znamená, že po spojení trubky a tvarovky musíte počkat alespoň 30-40 sekund, než plast ztvrdne. Hodně štěstí všem v jejich snažení! Zanechte své komentáře a nezapomeňte článek sdílet. Děkuji všem.


Pevnost a trvanlivost různých plastových komunikací závisí na tom, jak přesně je zohledněna teplota pájení polypropylenových trubek. Při svařování polypropylenových výrobků je nutné vzít v úvahu dobu ohřevu materiálu a dobu chlazení spojů. Správné srovnání a zohlednění teplotních a časových parametrů procesu pájení technických výrobků z polypropylenu přispívá k výrobě odolného a spolehlivého materiálu. Pokud se odchýlíte od technologie, výrobek bude mít trhliny ve spojích a bude nekvalitní.
Obecné informace
Teplotní režim pro pájení výrobků z polypropylenových trubek přímo závisí na použitém polymeru. V praxi se používají 4 druhy materiálů:
- PN10, používá se pro použití technických výrobků při teplotách do +40 C;
- PN16 pro použití při +60 C;
- PN20, používá se ve vodárenství od +80 C do +95 C;
- PN25 pro provozní režimy nad +95 C.
Kromě udržování teplotních podmínek závisí svařování polypropylenových trubek vlastními rukama na tlaku, který mohou odolat potrubní technické výrobky specifického označení.
První typ se používá při pokládce technických výrobků určených pro zásobování studenou vodou. Potrubní výrobky s označením PN20 jsou považovány za univerzální a jsou určeny pro zásobování studenou a teplou vodou, avšak s přihlédnutím k tomu, že vliv +95 C je krátkodobý. Pokud se teplota neudrží, pak vlivem jeho působení ztratí těsnost a deformují se.
Pájecí režim a jeho vliv na proces
Technologie pájení polypropylenových trubek zahrnuje jejich zahřátí, po kterém plast obsažený v nich změkne. Při spojení dvou zahřátých produktů dochází k difúzi (vzájemnému pronikání) polypropylenových molekul jednoho technického produktu do molekul druhého. V důsledku toho se vytvoří silná molekulární vazba, díky níž je výsledný materiál vzduchotěsný a odolný.
Pokud je režim nedostatečný, nedojde při kombinaci dvou materiálů k dostatečné difúzi. V důsledku toho se spoj technického produktu ukáže jako slabý, což povede k porušení těsnosti celého materiálu.
“Poznámka!
Nadměrné přehřátí tvarovky a potrubního technického výrobku při svařování způsobuje deformaci dílů. Jejich geometrie je narušena a ve vnitřní části dochází k přívalu válečků.“
Výstupem je potrubí s minimálním vnitřním otvorem na spojce, jehož průměr neodpovídá technologickým normám.
Při svařování polypropylenových trubek je nutné vzít v úvahu nejen teplotu ohřevu, ale také čas, teplotní podmínky prostředí a průměr technických výrobků. Doba ohřevu materiálů potrubí je přímo závislá na jejich průměru.
Čtěte také: Metody spojování profilových trubek bez svařování
Na vnějším prostředí záleží. Minimální přípustná teplota při svařování polypropylenových výrobků je -10 C. Maximální přípustná teplota je +90 C. Tabulka teplot pro svařování polypropylenových trubek jasně ukazuje, že v podstatě vše závisí na čase.
Vnější prostředí má silný vliv na kvalitu pájení. To je způsobeno skutečností, že od okamžiku vyjmutí materiálů ze svařovacího stroje do jejich přímého spojení uplyne čas. Taková pauza velmi ovlivňuje kvalitu svaru. Pokud je venkovní teplota v dílně nízká, doporučuje se prodloužit dobu ohřevu spojovaných výrobků o několik sekund. Vnější teplota pájení polypropylenových trubek 20 mm by měla být nad 0 C. Je důležité je nepřehřívat. Existuje riziko zatečení polymeru do vnitřního otvoru materiálu trubky a snížení jejího vnitřního průsvitu. To velmi ovlivní propustnou kapacitu budoucího úseku potrubí.

Vyjmutí trubky z páječky
Regulace teploty a její vlastnosti
Než odpovíte, jaká teplota je potřebná pro svařování polypropylenových trubek, musíte se rozhodnout pro použitý svařovací stroj. Pro pájení materiálů vyrobených na bázi polypropylenu se používá páječka. Vyvstává otázka: jakou teplotu by měla být nastavena páječka pro pájení polypropylenových trubek? Optimální hodnota je 260 C. Je přípustné provádět svářečské práce v rozmezí 255 -280 C. Při přehřátí páječky nad 271 C, zkrácení doby ohřevu, se vrchní vrstva výrobku zahřeje více než ten vnitřní. Těsnicí fólie bude příliš tenká.
Existuje tabulka teplot pro pájení polypropylenových trubek.
Průměr trubky, mm
Doba svařování, s Doba ohřevu, s Doba chlazení, s