Jak zjistit, jaký závit je na matici?
Šrouby (šrouby) a matice jsou určeny k vytvoření rozebíratelného závitového spojení dvou nebo více dílů. Jsou vyráběny podle GOST, takže závit musí přísně odpovídat stanoveným rozměrům. Jeho stoupání se měří v mm (u metrických výrobků) nebo jako počet závitů na 1 palec (u palcových závitů). V případě metrických závitů tento parametr implikuje vzdálenost mezi dvěma sousedními závity. Pokud specifikace výrobce uvádí, že toto číslo je 1 mm, pak by mezi závity měla být vzdálenost 1 milimetr.
Charakteristiky spojovacích prvků můžete zjistit sami pomocí měřicích nástrojů. Podívejme se blíže na to, jak měřit stoupání závitu různými způsoby.
Pomocí speciálních šablon
Nejjednodušší způsob, jak určit stoupání závitu, je použít sadu šablon závitů (běžně nazývané měřidlo závitu). Tato sada je hromada šablon ve formě kovových desek s řezaným profilem závitu s různým stoupáním. Tyto destičky lze použít k měření závitů na šroubech. To se provádí ve čtyřech krocích.
Chcete-li změřit zářez, musíte provést následující:
- Vyberte šablonu se zuby, které mají vizuálně vhodnou velikost.
- Připojte jej k niti.
- Pokud není dosaženo úplné shody, vyberte další desku a zkontrolujte kompatibilitu.
- Prohlédněte si hodnotu rozteče na povrchu kompatibilní šablony a zjistěte požadovaný parametr.
Tímto způsobem můžete snadno změřit vzdálenost mezi závity na vnějších plochách šroubů. Měřící šablony jsou vhodné i pro určení vnitřního zářezu. V tomto případě budete muset zajistit vysoce kvalitní osvětlení oblasti, kterou budete měřit.
Při práci se šablonami je třeba mít na paměti, že přicházejí v různých typech. Metrické jsou určeny pro stanovení parametrů zářezů na metrických spojovacích prvcích. Tyto vložky jsou označeny písmenem „M“ a jsou vhodné pro práci se šrouby, maticemi, svorníky a jinými závitovými díly. Používají se k měření vrubů v továrnách, dílnách i doma.
Palcové šablony lze použít k měření spojovacích prvků s vhodným řezáním. Navenek se tyto desky liší od metrických ve velikosti a úhlu zubů. Jsou označeny písmenem „D“ a nejčastěji se používají k určení vlastností instalatérského zařízení. Také tyto měřicí přístroje pomáhají zjišťovat parametry dílů pro obráběcí stroje, letadla a radioelektronická zařízení.
Charakteristiky řezání závitů se měří odlišně pro metrické a britské výrobky. Při identifikaci metrického hardwaru musíte zjistit vzdálenost od jedné zatáčky k druhé (mezi nejvyššími body). Při práci s palcovými spojovacími prvky se výpočet provádí jinak. Vypočítá se počet závitů na 1 palec povrchu. Výsledným výsledkem bude stoupání závitu.
Existují také univerzální šablony obsahující dva typy desek. Pomáhají zjistit vlastnosti palcových a metrických šroubů bez pomocných nástrojů.
Lichoběžníkové měřicí šablony by měly být zařazeny do samostatné skupiny. Tyto desky mají trapézové zuby. Jsou navrženy tak, aby pracovaly s vhodným řezem závitu.
Při používání šablon je důležité pamatovat na to, že se jedná o plnohodnotný měřicí nástroj. Vyžaduje správnou manipulaci a skladování. Deformace desek nebo třísek na jejich povrchu povede k nesprávným výsledkům při měření závitů. Šablony proto skladujte ve vzduchotěsných obalech a chraňte je před mechanickými vlivy.

Jak určit parametry vlákna bez šablon?
V arzenálu profesionálních řemeslníků jsou nejčastěji přítomny speciální šablony. To ale neznamená, že si nutně potřebujete koupit profesionální zařízení pro jednorázové úkoly. Řez můžete měřit také pomocí pravítka. Tyto nástroje prodává MICRONTOOLS. Liší se rozsahem měření a přesností výsledků.
Pravítko umožňuje určit parametry spojovacího prvku s menší přesností než speciální nástroje, ale může být také užitečné při identifikaci spojovacích prvků. Proto zvážíme, jak určit stoupání závitu šroubu bez závitové měrky, abychom mohli použít tuto metodu v nepřítomnosti šablon.
Postup měření počtu závitů pro metrický zářez:
- Umístěte šroub na rovný povrch a přiložte na něj pravítko.
- Porovnejte nejvyšší body nitě se stupnicí pravítka. Pokud přesně odpovídají stupnici, pak je vzdálenost mezi závity 1 mm. Pokud není shoda, postupujte dále podle pokynů.
- Spočítejte počet závitů na určité části součásti. Je lepší vzít jako základ kus o délce nejméně 20 mm. Čím větší plocha, tím snazší je najít přesné rozměry.
- Vydělte délku segmentu vypočítaným počtem závitů, abyste zjistili vzdálenost mezi nimi. Například na segmentu dlouhém 20 mm je 14 závitů. To znamená, 20:14 = 1,42. Nejbližší standardní vzdálenost k tomuto indikátoru je 1,5 mm.
Chcete-li určit parametry řezání, nemusíte ani dělit délku segmentu počtem závitů. Bude stačit změřit jejich počet na ploše 2 cm a podívat se na vlastnosti šroubu ve speciální tabulce.
Stejným způsobem můžete zjistit vlastnosti palcových spojovacích prvků. V tomto případě musíte vycházet ze skutečnosti, že 1 palec se rovná 25,4 mm. Chcete-li určit výsledek, postupujte takto:
- Položte šroub na stůl a přiložte na něj pravítko.
- Spočítejte počet závitů umístěných na segmentu dlouhém 25,4 mm. Obvykle jich je 4-28 na 1 palec. Pokud měříte malé spojovací prvky, jejich délka může být menší než 25,4 mm. V tomto případě je nutné zmenšit segment 2krát a provést měření na úseku 12,7 mm.
- Počet závitů bude stoupáním závitu součásti. Pokud jste určili počet závitů na segmentu 12,7 mm, vynásobte výsledek 2.
K dispozici je také speciální stůl pro palcový hardware. Můžete do něj dosadit výsledný počet závitů, abyste zjistili jmenovitou velikost a vnější průměr výrobku (abyste si ho neměřili sami).
Rozměrové charakteristiky šroubů a matic se musí shodovat. V opačném případě se zuby se závitem při utahování vzájemně nezaberou. Navíc to platí pouze pro velké řezy, které si poradí se svými úkoly, i když jsou poškozené. Jemný zářez je nakonec vymazán, když se zuby neshodují, poté již nemůže zajistit spojení mezi díly.

Jak zjistit vlastnosti závitu na základě průměru spojovacího prvku?
Pokud znáte průměr šroubu, můžete se obejít bez dalších měření. Další tabulka pro metrické produkty vám pomůže určit parametry. Uvádí seznam existujících průměrů a odpovídajících velikostí zářezů. Kromě toho jsou samostatně uvedeny hodnoty pro malé a velké řezy v milimetrech.
Měření pomocí posuvného měřítka
Pokud máte posuvné měřítko, identifikace spojovacích prvků také není obtížná. V tomto případě získáte přesnější výsledek než pomocí pravítka. K měření vnějšího průměru spojovacího prvku je zapotřebí posuvné měřítko, které slouží k určení parametrů řezu závitu. Podívejme se, jak v tomto případě zjistit stoupání závitu šroubu. Postupujte v tomto pořadí:
- Změřte tloušťku spojovacího prvku podél vnějšího průměru. Prochází podél nejvyšších bodů zářezu. K měření použijte posuvné měřítko. Pokud má displej, výsledek uvidíte na obrazovce. Pokud tam není, podívejte se na údaje na posuvné části zařízení.
- Výsledky porovnejte s údaji z tabulky.
- Zjistěte rozteč nití nebo počet nití na palec.
Ze standardní tabulky můžete získat nejen rozměrové charakteristiky řezu, ale také jeho typ: palcový nebo metrický.
Při měření je třeba vzít v úvahu, že zářez může být kónický. To znamená, že hardware se bude zužovat ve směru od hlavy ke špičce tyče. Chcete-li to zjistit, musíte provést měření na obou stranách tyče: pod samotnou hlavou a poblíž špičky. V tomto případě by měl být třmen umístěn rovnoměrně na vnějších výstupcích zářezu.
Pokud průměr neodpovídá (na špičce je menší než pod hlavou), pak je výbrus kónický. V tomto případě je nutné měřit hardware nikoli na libovolném místě tyče. Počítejte čtyři otáčky od hlavy ke spodní části výrobku a klidně použijte posuvné měřítko. Toto bude optimální bod pro měření. U spojovacích prvků s přímou tyčí není potřeba odsazení od hlavy. Přímý hardware má stejný průměr na jakémkoli segmentu.
V některých oblastech nástroje se mohou vyskytovat místa, kde k sobě ramena nedoléhají. Na tyto segmenty není potřeba umisťovat předměty, protože výsledky měření na nich budou stále nesprávné.
Pokud nemáte posuvné měřítko, ale máte mikrometr, použijte tento nástroj k určení parametrů hardwaru. S jeho pomocí můžete také snadno najít průměr výrobku a poté se podívat na informace o řezu závitu v odpovídající tabulce.

Stanovení parametrů nýtů
Podívali jsme se podrobně na to, jak měřit stoupání závitu. Ale uvedené metody nejsou pro nýty relevantní. Tento typ spojovacího prvku se liší od šroubů a šroubů. Jeho hlavní součásti jsou trn a uzávěr. Čepice se vztahuje k horní části spojovacího prvku, jehož průměr a délka jsou důležité při výběru optimálního hardwaru. Trn je tyč pod hlavou. Po instalaci prvku se odstraní. Tento upevňovací prvek se používá k upevnění profilu a dalších dílů.
Velikost nýtu zjistíte pomocí speciálního měřidla. Má otvory různé šířky. Vložte nýt do otvoru a vyhodnoťte výsledek. Pokud zcela pasuje do ráže a uzávěr dobře sedí na základně, pak je velikost zvolena správně. Pokud jsou mezery, je otvor pro tento spojovací prvek příliš velký. Trn nemusí vůbec pasovat do ráže. V takovém případě byste jej měli zkusit vložit do dalšího největšího otvoru, dokud nenajdete kompatibilní průměr.
Kromě tloušťky je potřeba změřit i délku nýtu. To je nezbytné, aby příruba kování byla po instalaci bezpečně přitlačena zespodu.

Jak zjistit parametry závlaček?
Dalším oblíbeným spojovacím prvkem jsou závlačky. Používají se ke spojení dvou částí. Závlačka vypadá jako vlásenka. Vypadá to jako drát ohnutý na polovinu, který má hlavu ve tvaru smyčky a dvě tyče vedle sebe. Tyto tyče slouží jako bezpečný uzamykací mechanismus pro díly. Vkládají se do předem připravených otvorů.
Závlačky se snadno instalují a v případě potřeby také rychle demontují. Používají se v průmyslu a stavebnictví. Toto kování je užitečné zejména tam, kde je nepřijatelné instalovat trvalé spojovací prvky.
Při přípravě závlaček pro práci je třeba pamatovat na to, že jmenovitý průměr udávaný výrobcem neodpovídá skutečným rozměrům výrobku. Jmenovitý průměr se vztahuje k otvoru, pro který je kování vhodné. Samotná závlačka bude mít o něco menší tloušťku.

Parametry spojovacího prvku můžete určit následovně:
- Proveďte měření šířky otvoru připraveného pro závlačku.
- Získejte průměr dvou upevňovacích tyčí spojených dohromady. To lze provést pomocí pravítka nebo posuvného měřítka.
- Vezměte špendlík, který nejlépe odpovídá velikosti otvoru.
- Zkontrolujte hloubku otvoru.
- Zkontrolujte délku vybraného kolíku a ujistěte se, že odpovídá hloubce otvoru. Zde musíme počítat s tím, že jedna z noh závlačky je kratší než druhá. Proto se musíte ujistit, že jeho rozměry jsou dostatečné pro zajištění kování po ohnutí tyčí do stran. Nezapomeňte na špendlíkovou hlavu, kterou je také nutné odečíst od celkové délky výrobku.
Když víte, v jakém stoupání závitu se měří a jak se to dělá pro různé spojovací prvky, budete schopni identifikovat díly i bez pokynů výrobce. K tomu potřebujete pouze základní měřicí nástroje.
Moskva, sv. Elektrodnaja, 2, budova 12
Kancelář: od 8:45 do 17:30, pátek do 16:00
Sklad: od 10:00 do 16:00, v pátek do 15:00
Jakékoli závitové spojení je tvořeno dvěma prvky, z nichž jeden má vnitřní závit a druhý – vnější závit, například šroub a matice, šroub a montážní otvor ve spojovaných dílech atd. Pro dosažení těsného a kvalitního spojení musí geometrické parametry vnitřního a vnějšího závitu přesně souhlasit.
Mezi tyto hlavní parametry patří:
- vnitřní a vnější průměr;
- hloubka;
- stoupání závitu.

Proto při výběru upevňovacích prvků pro instalační práce často vyvstává otázka, jak měřit závit. Změřit průměr a hloubku řezu obvykle není obtížné. Složitějším úkolem bude měření stoupání závitu a nesprávný výběr dílů podle tohoto parametru je buď neumožní dotáhnout vůbec, nebo výrazně zhorší kvalitu spoje a tím se stane prakticky nepoužitelným.
JAK VÁM MĚŘENÍ NITÍ UMOŽŇUJE HODNOTIT JEHO KVALITU
Přesné měření kromě přesného určení rozměrových parametrů závitu a vhodnosti spojovaných dílů umožňuje kontrolovat kvalitu řezání během výroby. Na základě jeho výsledků lze identifikovat následující hlavní vady vlákna:
- Hloupý řez. U takové vady se ukazuje, že jmenovitý průměr závitu je větší než průměr tyče, ale menší než průměr otvoru. V důsledku toho je profil závitu při řezání neúplný.
- Roztrhané řezy. U této vady neodpovídají průměry tyče a otvoru jmenovitým. Nejčastěji je důvodem řezání závitu nástrojem, který není dostatečně ostrý.
- Kužel. Důvodem zkosení závitu je porušení technologie řezání, v důsledku čehož nástroj odřízne přebytečný kov.
- Těsné řezání. Příčinou bývá hrubý závit řezného nástroje nebo nesprávný rozměr součásti.
Všechny tyto vady neumožňují vytvoření stabilních a odolných spojení. Pečlivé měření obrobků a kontrola rozměrových parametrů hotového závitu zároveň eliminují použití nekvalitních spojovacích prostředků.
MĚŘENÍ ZÁVITOMĚREM
Nejlepší možností pro správné měření závitů je použití závitoměru. Jedná se o speciální nástroj pro měření rozteče řezu. Závitoměr je těleso, ke kterému jsou připevněny sondy ve formě tenkých destiček s hřebenem. Tvar hřebene přesně odpovídá standardnímu závitu s určitým stoupáním.
Rozlišují se následující typy závitových kalibrů:
- Metrický. Umožňuje měřit stoupání závitu šroubu, matice nebo jiného dílu s metrickým závitem o průměru od 1 do 600 mm. Nástroj má až 20 měřicích destiček a umožňuje určit stoupání závitu od 0,4 mm do 7 mm. Označeno označením „M60“ na těle.
- Palec. Používá se k měření palcových závitů, které se obvykle řežou na trubkách a částech potrubí a někdy se také používají na spojovacích prvcích. Stoupání palcového závitu je určeno počtem závitů na palec délky závitové části součásti. Závitoměr je vybaven 17 měřícími destičkami s počtem otáček od 4 do 28. Pro označení nástroje se používá označení „D55“.
- Univerzální. Vybaveno měřicími deskami pro metrické a palcové řezání. Takové závitoměry jsou široce používány v dílnách, kde je nutné současně pracovat s díly s metrickým i palcovým závitem.
Před určením stoupání je třeba změřit průměr závitu pomocí posuvného měřítka. To je nutné, protože rozsah stoupání může záviset na průměru.
Proces měření stoupání pomocí závitoměru je extrémně jednoduchý. Na měřený závit se přiloží vizuálně vhodné destičky pro měření závitu. Pomocí metody výběru se vybere deska, jejíž hřeben bude přesně odpovídat měřené niti. Jeho rozteč bude odpovídat standardní hodnotě uvedené na označení měřicí desky.
Nejjednodušší způsob měření vnějších závitů je tímto způsobem. Pokud potřebujete určit stoupání vnitřního závitu, pak musí být místo měření osvětleno, aby bylo možné přesně určit těsné usazení hřebene závitoměrné desky.
Při měření stoupání metrického závitu se požadovaný parametr získá v milimetrech. Pokud je potřeba změřit stoupání palcového závitu, pak se jeho hodnota získá v počtu závitů na palec.
MĚŘENÍ ROZTEČU ZÁVITU BEZ ZÁVITOMĚRKY
DÍLY S VNĚJŠÍM ZÁVITEM
Potřeba určit stoupání závitu často vzniká sporadicky, najednou. A samozřejmě v takové situaci není po ruce žádný závitoměr a nemá smysl ho kupovat na jednorázové měření. Bude užitečné naučit se měřit stoupání závitu pomocí pravítka nebo posuvného měřítka. Tyto měřicí nástroje umožňují poměrně snadno určit požadovaný parametr.
Nejjednodušší způsob je změřit závity šroubu nebo jiné části s vnějším závitem. Při měření metrického závitu se doporučuje nejprve připevnit pravítko k závitové části a pokusit se zarovnat milimetrové dílky jeho stupnice s vrcholy hřebenů závitového profilu. Pokud se shodují, pak je krok 1 mm. V opačném případě budete muset provést trochu složitější měření.
Chcete-li určit stoupání závitu, musíte spočítat počet závitů na části tyče určité délky, například 10 mm nebo 20 mm. Pro získání přesnějšího výsledku se doporučuje provádět měření na ploše 20 mm. Požadovaná délka se změří přiložením pravítka na dřík šroubu nebo pomocí posuvného měřítka. Přesnější by bylo změřit stoupání závitu šroubu posuvným měřítkem. V měřené oblasti spočítejte počet otáček. Poté musí být délka úseku vydělena výsledným počtem otáček mínus jedna otáčka. V důsledku toho získáme hodnotu stoupání závitu.
Při určování stoupání palcového řezu je nutné změřit délku tyče rovnou jednomu palci (25,4 mm). Pro přesné měření je lepší použít pravítko nebo posuvné měřítko s palcovou stupnicí. Počet závitů v této oblasti bude představovat stoupání závitu. Pokud je délka závitové části menší než jeden palec, musíte určit počet závitů v části půl palce (12,7 mm) a poté vynásobit výsledek 2.
DÍLY S VNITŘNÍM ZÁVITEM
Existují dva způsoby měření závitu matice nebo jiné součásti s vnitřním závitem bez závitoměru. První metoda zahrnuje výběr přesně vhodného protišroubu a následné měření jeho stoupání závitu. Pokud nemůžete najít protizávoru, musíte použít proužek papíru (toto je metoda č. 2).
Měl by být přitlačen k niti, aby na papíře zůstal otisk profilu. Viditelnost značek můžete zlepšit obkreslováním hran fixem. Poté musíte na papíře označit vzdálenost mezi extrémními značkami pomocí pravítka a spočítat počet otáček. Potom se výsledná vzdálenost vydělí počtem otáček mínus jedna otáčka. Místo odměřovacího papíru touto metodou můžete použít tužku, zápalku nebo jiný výrobek z měkkého dřeva vhodné velikosti, který se přitlačí k niti.
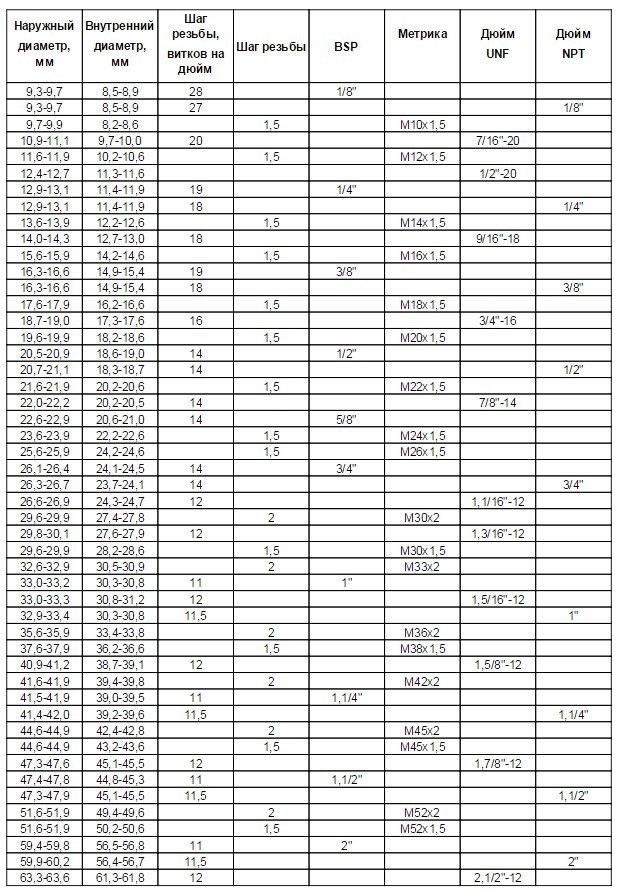
URČENÍ STÁLE ZÁVITU PODLE PRŮMĚRU
Stoupání závitu lze určit pomocí standardních tabulek. Nejprve musíte změřit průměr závitu šroub nebo ořechy. K tomu je třeba použít posuvné měřítko, které umožňuje určit velikost s vysokou přesností. Přesnost měření by měla být desetiny milimetru. Poté pomocí získané hodnoty můžete v tabulce najít stoupání závitu odpovídající průměru.
Příklad tabulky pro závity s vnějším průměrem od 9,3 mm do 63,4 mm:
MĚŘENÍ ZÁVITŮ VE VÝROBĚ
K měření závitů ve výrobě použijte:
- Indikátorové měřicí přístroje;
- aktivní kontrolní zařízení;
- 3 metoda zpoždění.
Podívejme se na vlastnosti každé z těchto metod.
MĚŘENÍ S INDIKÁTOROVÝMI MĚŘICÍMI PŘÍSTROJI
Úhel profilu závitu a stoupání závitu se měří ve výrobě pomocí projektorů a mikroskopů. Pro měření průměrného průměru závitu se používají následující typy indikačních zařízení:
- zařízení s posuvnými zástrčkami;
- zařízení s posuvnými polovložkami;
- horizontální optimetry.
Na stroji, který provádí řezání závitů, jsou instalována indikační zařízení. Mají speciálně navrženou dorazovou lištu, která umožňuje pohodlnou instalaci indikátoru pro kontrolu velikosti řezu. Konstrukce je všestranná, což umožňuje použití jak pro vyvrtávání, tak pro soustružení.
AKTIVNÍ OVLÁDACÍ ZAŘÍZENÍ
Použití aktivních kontrolních zařízení je nejpokročilejší metodou pro sledování rozměrových parametrů závitu. Je široce používán ve velkém měřítku a hromadné výrobě pomocí automatizovaného zařízení pro zpracování číslicového řízení. Tato zařízení umožňují udržovat automatické řízení technologického procesu a požadovanou úroveň přesnosti řezání.
Aktivní kontrolní zařízení jsou obvykle zahrnuta v konečné fázi zpracování produktu. Provedou měření a na základě jejich výsledků vydají povel, na základě kterého se seřídí řezný nástroj. Kromě toho funkce těchto zařízení umožňují provádět měření přímo během procesu řezání.
Aktivní ovládací zařízení může být kontaktní nebo bezkontaktní. Kontaktní akční zařízení mají aktivní hrot, který přichází do přímého kontaktu s povrchem měřeného produktu. U zařízení druhého typu se měření provádějí bezkontaktním způsobem. Problém kontaktních přístrojů je v tom, že hrot může způsobit chyby měření. Pro dosažení maximální úrovně přesnosti jsou tyto hroty vyrobeny z tvrdokovu a diamantu.
TŘÍDRÁTOVÁ METODA
Tato metoda je široce používána v podnicích pro kontrolu kvality řezání závitů. Umožňuje měřit střední průměr s vysokou přesností. Při použití této metody jsou na prohlubně umístěny tři dráty stejné velikosti. První drát by měl ležet na levé straně, druhý a třetí – na opačné straně. V tomto případě by se dráty neměly ohýbat. Aplikují se na profil závitu tak, že se spojují v úrovni, kde se šířka prohlubní rovná šířce výstupků. Tím se eliminuje vliv chyby profilu na výsledky měření. Parametry struktury drátu jsou měřeny pomocí mikrometrů pro získání přesných rozměrových charakteristik závitu.
Při použití této metody se velikost vodičů volí podle speciálních tabulek.
Historie vzhledu závitových spojovacích prvků
Lidé poprvé začali používat šroubovací uzávěry přes 5000 let před naším letopočtem. Archeologické nálezy potvrzují, že před narozením Krista používali šrouby a matice obyvatelé Číny, Asie a také původní obyvatelé Ameriky. Některé archeologické nálezy potvrzují, že historie závitových spojovacích prostředků může být ještě starší. V roce 1869 byl uvnitř kusu živce v Nevadě objeven kovový šroub. Profil závitu kování byl dokonale zachován v tloušťce minerálu, upevňovací prvek byl dlouhý 2 palce. Umístění šroubu naznačovalo, že skončil ve skále ještě před vznikem minerálu, jehož stáří bylo podle geologů více než 21 milionů let.
V přírodě nejsou tvary šroubů neobvyklé. Příkladem jsou popínavé liány a lastury měkkýšů. Není divu, že objeviteli řezbářských prací jsou vědci, kteří žili v různých dobách v různých zemích. V Evropě šroubové závity poprvé použil matematik, filozof a mechanik Archytas z Tarentu, který žil ve 4. století před naším letopočtem. Po něm se Archimedes začal zajímat o spojovací prvky se závitem. Slavný vědec ve 3. století před naším letopočtem. vynalezl Archimédův šroub, který je prototypem šneku. Archimédův šroub sloužil k čerpání vody z hlubin země k zavlažování polí. Pro zvýšení vodního sloupce do značné výšky bylo několik šroubů spojeno do jediného mechanismu.
Důležitým krokem k rozšíření závitových spojovacích prostředků byl vznik specializovaných strojů. V 15. století existovala primitivní technologie výroby závitového hardwaru. Řemeslník připevnil papírový proužek na hřídel šroubu nebo ručně označil budoucí závity. Drážku pak vypiloval pilníkem. Kvalita produktů zůstala hodně žádoucí, ale neexistovala žádná alternativa.
Prvním strojem, který reprodukoval závitové spojovací prvky, byla kopírka Da Vinci. Zařízení reprodukovalo profil závitu referenčního hardwaru na obrobku. Princip činnosti kopírky da Vinci připomíná činnost moderního šroubořezného soustruhu. Vynálezci renesance nedokázali docenit posuvné měřítko a automatický posuv, takže po dlouhou dobu byly k vytváření řezání nití používány hřebeny se stejnými vzdálenostmi mezi řezáky. Používaly se i primitivní kohoutky.
O 200 let později použil podobný princip ve svém stroji ruský vynálezce Andrej Konstantinovič Nartov. Odstranil problémy s posuvným měřítkem a vytvořil mechanismus, který soustružil složité vzory na konvexních plochách. Před Nartovem byla fréza upevněna v ručně posunuté podpěře. Podpora ukončila problém automatizace procesu nanášení závitů na tyč hardwarového obrobku.
Vývoj moderních metrických závitů trval desetiletí experimentů. Britský standard, navržený Josephem Whitworthem, se objevil v roce 1841. Základem závitového profilu byl rovnoramenný trojúhelník s úhlem 55° na všech vrcholech a údolích. Poté byl v USA přijat Sellersův standard, ve kterém se úhel trojúhelníku zvětšil na 60°. V roce 1898 byla v Curychu schválena norma s metrickým závitem s úhlem 60° a horními profily seříznutými na ⅛ výšky. Během stejného období byly vyvinuty standardní metrické stoupání závitů. V Rusku byly první kroky ke standardizaci závitů učiněny v roce 1921 a metrické závity byly schváleny jako obecný standard.