Ezání závitů: typy vnitřního a vnějšího řezání
Podívejme se blíže na první čtyři metody, které se nejčastěji používají na zařízení soustružnických a frézovacích skupin.
Řezání soustružnickými nástroji.
Metoda je nejjednodušší, používá se především na soustruzích, ale lze ji použít i na frézkách, s CNC řízenými vyvrtávacími hlavami, univerzálními vyvrtávacími hlavami s radiálním posuvem a v dalších vzácných nestandardních případech (např. při malých rozměrech díl (obrobek) se upne do kleštinového sklíčidla a instaluje se do vřetena stroje a fréza v držáku (ve svěráku) je připevněna ke stolu stroj, tj. jako by si nástroj a součást vyměnily místo)
Je třeba poznamenat:
— soustružení je poměrně jednoduchá a produktivní metoda;
— touto metodou, s použitím jednoho držáku a různých typů břitových destiček, můžete snadno získat různé typy závitů, s různými stoupáními, rozběhy, tolerancemi atd.;
— v mnoha případech je dosaženo dobré kvality závitu a dobré čistoty zpracovávaných povrchů;
— ekonomicky nenákladná metoda a vhodná pro většinu materiálů;
Existují také upozornění:
— metoda často neposkytuje vysokou produktivitu v hromadné výrobě;
– není nejlepší volba pro řezání dlouhých vodících šroubů na soustruhu s frézami (i s opěrkou), řezání dlouhých čepů. ;
— zpracování viskózních materiálů může způsobit špatnou povrchovou úpravu a potíže s odváděním třísek;
— poměrně velké potíže se zpracováním hlubokých vnitřních závitů (i u přesahů větších než 3-4 průměry se doporučuje použití držáků tlumících vibrace).
Často kladené otázky.
Závitové vložky do soustruhu pro řezání závitů lze nalézt především v několika typech:
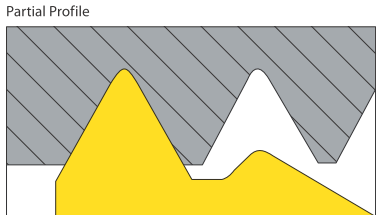
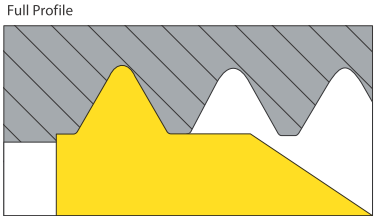
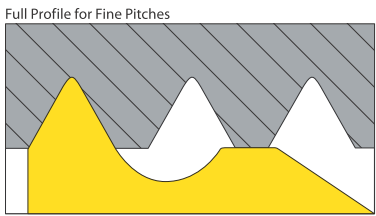
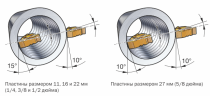
– desky s plným profilem – profil, poloměr nahoře a v prohlubni plně odpovídá stoupání řezaného závitu, někdy je přídavná čistící hrana pro odjehlování, nejpřesnější a nejodolnější závity;
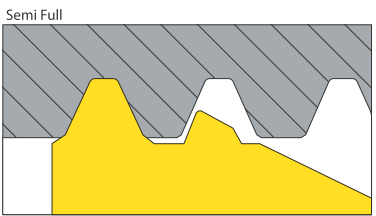
— deska odpovídá úhlu profilu závitu, jedna deska může řezat různé stoupání závitu;
– vícezubé vložky (potřebuje méně průchodů).
Způsoby řezání závitů:
– radiální zanořování – ač jednoduchá metoda, častěji se používá na starých CNC systémech a na univerzálních strojích – jsou větší potíže s lámáním třísky, větší sklon k vibracím, větší síla atd., je použitelnější pro malé závity, rovnoměrné opotřebení desky po celém profilu;
– jednostranné boční řezání – častěji používané na moderních CNC systémech, lepší lámání třísek, menší sklon k vibracím, menší síla, desky s utvařečem fungují lépe, méně průchodů;
— oboustranné boční řezání — častěji používané pro větší závity a pro moderní CNC systémy;
– zpětné jednostranné boční řezání – spojené především s řešením problémů odvodu třísek.



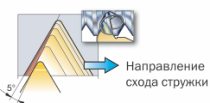
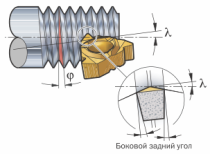
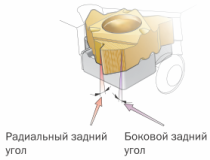
Vždy byste měli zkontrolovat, zda nosné desky odpovídají úhlu stoupání závitu.
V případě nesouladu dochází k oděru jedné ze stran závitu, deformaci profilu závitu, snížení životnosti destiček atd.
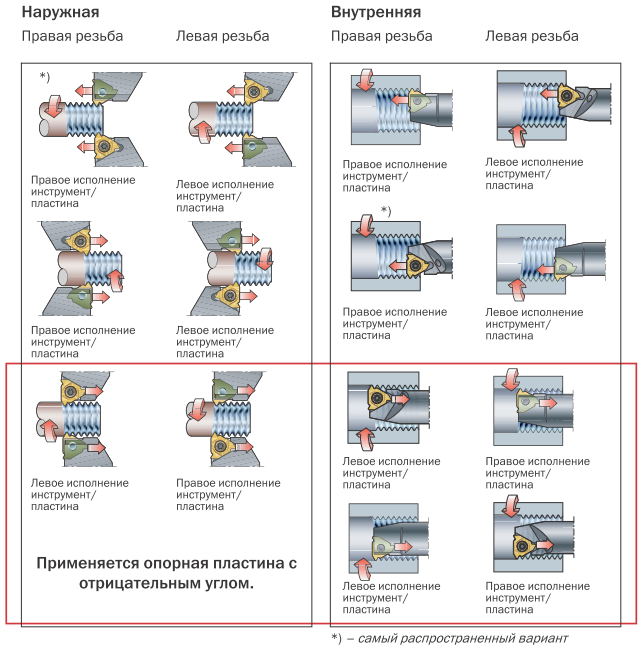
Občas se lidé ptají na možnost použití vnějších vložek s pravostranným závitem, například na vnitřní levotočivé držáky.
U vysoce kvalitních závitů jsou takové náhrady nepřijatelné. Vnější desky pro vnější závity, vnitřní pro vnitřní závity. bez ohledu na to, jak jsou vizuálně podobné.
Existuje řada rozdílů ve výrobě těchto desek. Níže jsou uvedeny obrázky z katalogů Sandvik, Vargus, Carmex, které tyto vlastnosti vysvětlují.
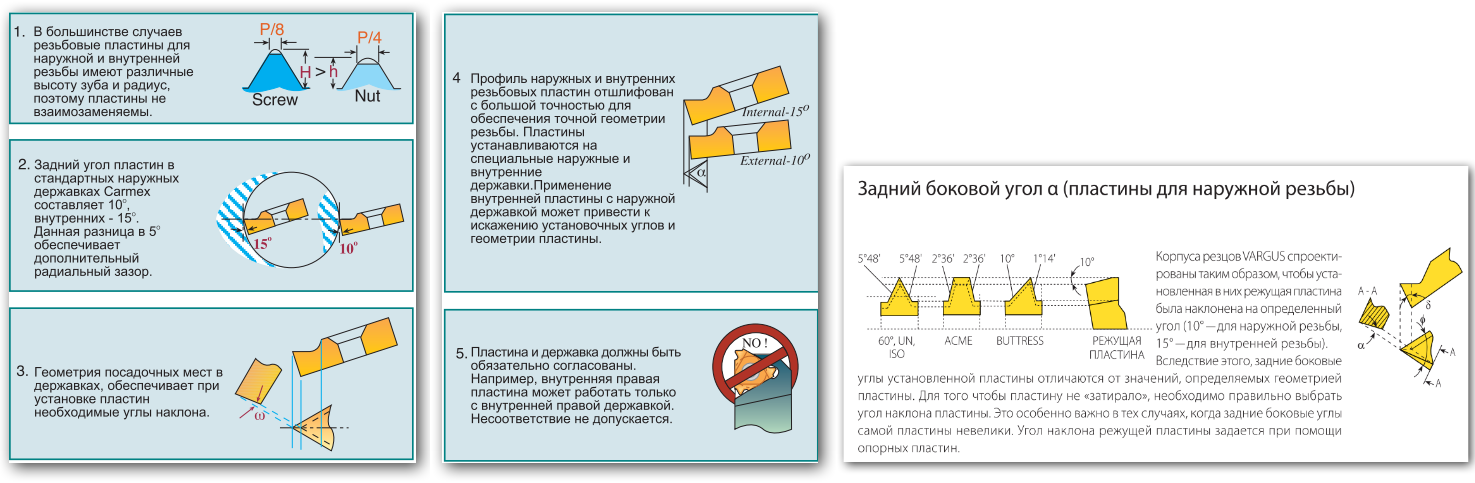
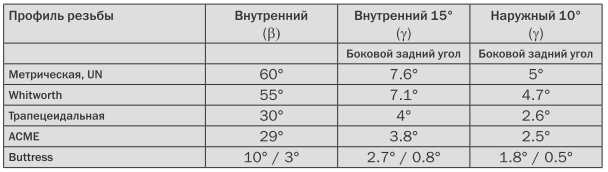
Hodnota poloměru vrcholu se volí individuálně pro každou operaci v závislosti na podmínkách zpracování: řezná rychlost, počet průchodů. Správně zvolená hodnota poloměru je klíčem k vysoké spolehlivosti a efektivitě zpracování.
Vrcholový rádius břitových destiček pro řezání vnitřních závitů je výrazně menší než u destiček pro vnější obrábění.
A řada doporučení z katalogu Sandvik:
Výrobců nástrojů pro soustružnické řezání závitů je obrovské množství, od drahých značek až po velmi levné.
Kvalita nástroje, kvalita upevnění břitových destiček, spolehlivost břitových destiček a produktivita – poměrně silně závisí na ceně nástroje.
Je třeba poznamenat, že většina břitových destiček pro soustružnické držáky je zaměnitelná a lze je snadno instalovat do držáků jiných výrobců (existují však výjimky, mnoho břitových destiček s přídavnými aretačními prvky; zpravidla nejsou zaměnitelné).
Mezi výrobci bych rád poznamenal dvě společnosti s velkým sortimentem a poměrně kvalitními nástroji s dobrým poměrem cena / kvalita.
Tyto stránky mají docela dobrý online software pro výběr nástrojů, určování řezných režimů a dokonce i psaní bloku řídicího programu pro různé CNC systémy. Programy zcela správně vybírají nástroj, řezné režimy, způsoby řezání závitů, členění podle průchodů atd.
https://www.vargus.com/vargus-genius-software — с поддержкой русского языка
A tento typ závitořezného nástroje je samozřejmě i v katalozích takových výrobců jako Sandvik, Ceratizit, Kennametal, Seco, Iscar, Arno, Pramet a mnoha dalších.
Metoda je nejvíce použitelná na CNC frézkách. Umožňuje řezat vnitřní i vnější závity s různými stoupáními a tolerancemi.
Je třeba poznamenat:
— metoda umožňuje řezat závity v nerotujících částech, ve velkých částech;
– stejný nástroj lze použít pro řezání různých velikostí závitů a různých tolerancí, ale se stejným stoupáním (jednozávitové (jednootáčkové) frézy – s libovolným stoupáním) s určitými výhradami;
— metoda umožňuje snadněji řešit problém lámání třísek ve viskózních materiálech (nejčastěji aplikovatelné na nerezové a žáruvzdorné materiály);
— nepříliš vysoké řezné síly (což je důležité při práci se zvýšeným přesahem a při zpracování tenkostěnných dílů);
— schopnost řezat slepé nitě téměř u dna otvoru;
— pokud se nástroj zlomí (ve srovnání se závitníkem), nejsou při odstraňování zlomeného nástroje žádné potíže;
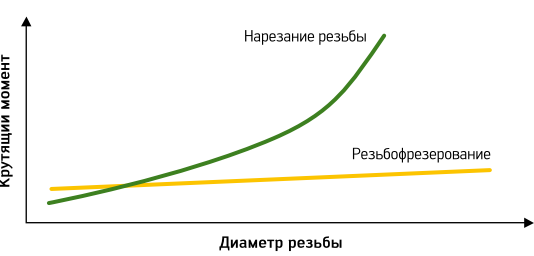
– ve srovnání se závitníky je obecně ekonomicky nejvýhodnější pro velké závity (v mnoha případech od M8-M16, ale vhodná hodnota těchto mezí může být v určitých případech velmi odlišná);
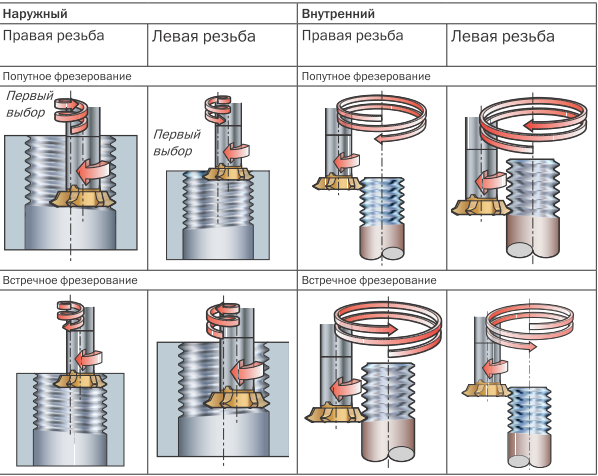
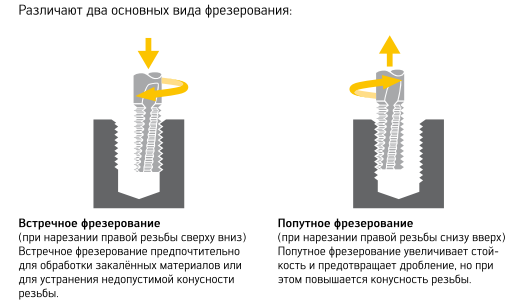
— v závislosti na zvolené dráze nástroje můžete řezat levotočivé nebo pravotočivé závity, provádět frézování nahoru nebo dolů.
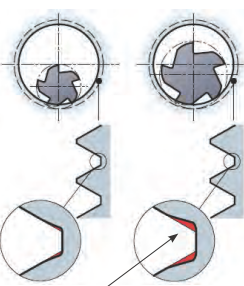
Závitořezy vyrábí závity s mírně zdeformovaným profilem. Stupeň zkreslení závisí na poměru průměru závitu k průměru frézy a také na stoupání závitu.
Pro minimalizaci odchylek profilu by průměr frézy neměl přesáhnout 70 % průměru závitového otvoru.
Odstranění přídavku v několika průchodech výrazně zlepší zpracování závitů s velkým stoupáním a také eliminuje pravděpodobnost zlomení nástroje při frézování závitů v těžkoobrobitelných materiálech. Frézování závitů ve více průchodech je také užitečné, když má závit velmi malou toleranci. Tato metoda navíc zaručuje stabilitu procesu, i když nástroj pracuje s dlouhým vyložením nebo jsou řezné podmínky nepříznivé.
Doporučuje se provádět operace frézování závitů bez použití chladicí kapaliny, aby se zabránilo vzniku tepelných trhlin.
Použití chladicí kapaliny je povoleno v případech finálního obrábění nerezových ocelí, hliníku, obrábění žáruvzdorných slitin nebo litiny. Pro zlepšení procesu odvádění třísek se doporučuje používat stlačený vzduch.
Konstrukce závitových frézek je velmi různorodá.
Monolitické tvrdokovové frézy pokrývají především sortiment vnitřních závitů od M1 a jsou vyráběny ve velikostech do 20 mm, vyrábí se i řada malých závitořezů od průměru 0,2 mm pro malé závity. Existuje řada závitových frézek pro řezání závitů v kalených materiálech do 62-64 HRC.