Svarové švy – druhy a způsoby aplikace
Spojení dílů při svařování se provádí tavením kovu pod vlivem vysokých teplot. Na křižovatce obrobků se vytvoří šev, jehož vzhled může určit technologii. Pojmy svarový spoj a svar by měly být odděleny.

Svařovaný spoj ― termín s širším významem. Zahrnuje několik oblastí, které byly tak či onak ovlivněny procesem svařování. To zahrnuje depoziční, fúzní a tepelně ovlivněné zóny.
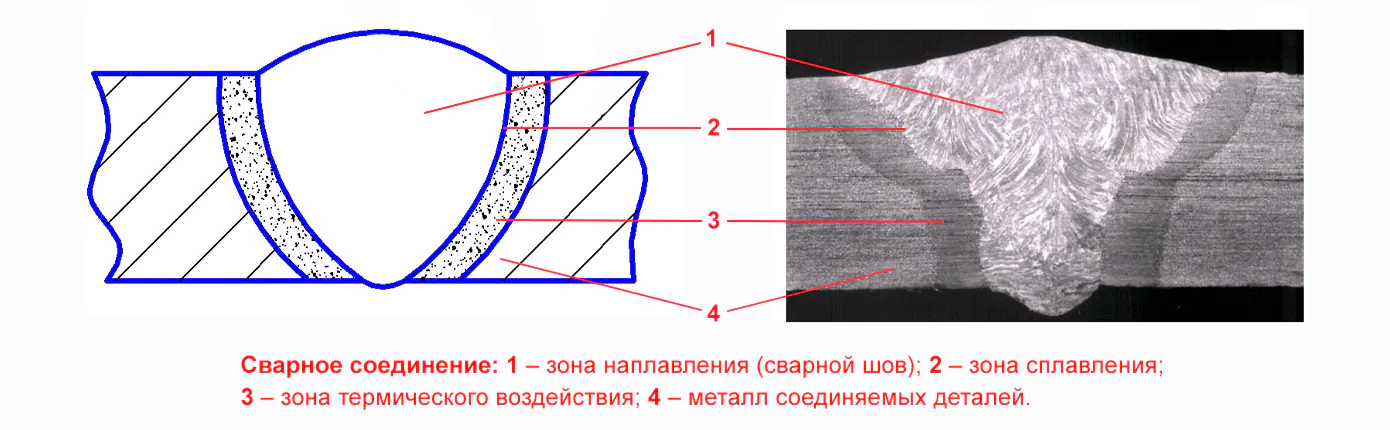
Fusion zóna, tedy vlastně svar ― spojení dílů naplněných roztaveným kovem obrobků, přídavného materiálu a elektrod.
Fusion zóna ― oblast, která se nachází mezi švem a kovem spojovaných částí. Aniž by procházel tavením, je kov této zóny zahříván a nasycen prvky, které tvoří povlak elektrody nebo tavidlo.
Tepelně ovlivněná zóna se rozprostírá trochu více. Označuje se pruhem podél švu na obou stranách. Zde se vlivem teploty mění struktura kovu a jeho chemické vlastnosti, což je viditelné i vizuálně.
Chcete-li zvolit vhodnou metodu svařování, správně provést následné zpracování a vyhnout se deformaci nebo předčasnému zničení konstrukce, musíte znát vlastnosti zón svarového spoje.
Druhy svarových spojů
Typ spojení se volí na základě vlastností svařované konstrukce. Možností je několik.
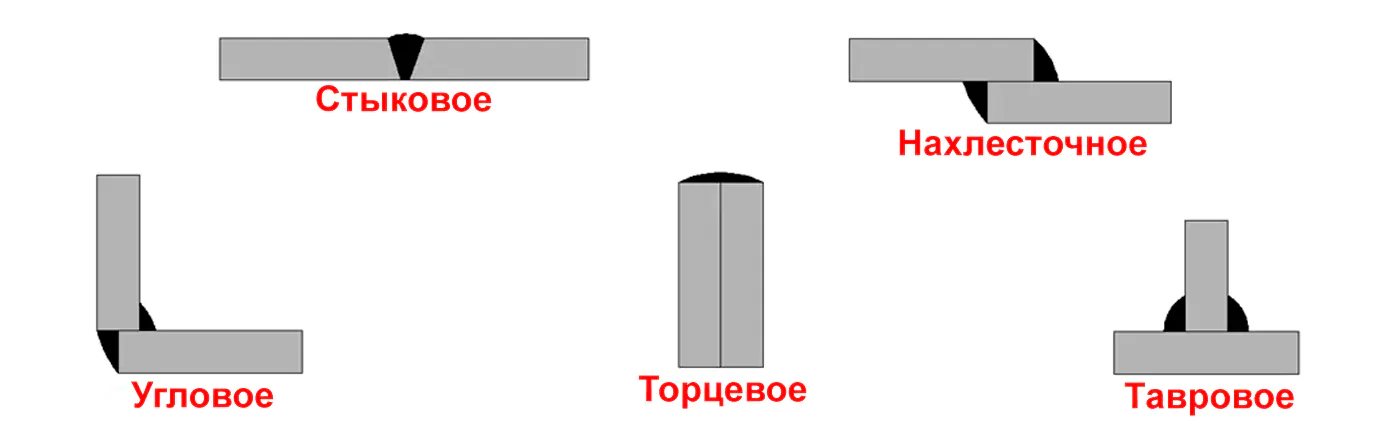
Zadek
Jedná se o nejběžnější typ spojení, kdy jsou díly navzájem spojeny ve stejné rovině s malou mezerou. Hrany, které mají být spojeny, jsou očištěny a vyhlazeny. V závislosti na tloušťce kovu jsou hrany řezány: jsou broušeny ve tvaru V, X, K nebo zakřivené úkosy. V těchto případech se svařování provádí na obou stranách.
- Nízká spotřeba materiálu.
- Vysokorychlostní práce.
- Snadno proveditelné.
- Spolehlivost.
- Trvanlivost spojení.
- Potřeba předběžné úpravy hran, které mají být spojeny.
Překrývající se
Překrývající se svary se používají ke svařování konstrukčních dílů, ve kterých je jeden prvek navrstven na druhý, nebo ke zpevnění spojů. Zpravidla se tímto způsobem vaří obrobky o tloušťce 8–12 mm. Aby se minimalizovalo riziko koroze a selhání konstrukce, svařování se provádí ze všech přístupných stran.
- Snadno proveditelné.
- Skvělá rychlost.
- Není nutná žádná příprava okraje.
- Nehrozí propálení produktů.
- Vysoká pevnost spojení.
- Voděodolný.
- Vysoká spotřeba kovových výrobků a přídavného materiálu.
Hranatý
Toto spojení je nezbytné pro svařování dílů pod úhlem (ne nutně přímo). Není to snadné. Pro lepší výsledek budete muset hrany předbrousit v souladu s geometrií úhlu. Během provozu musíte udržovat zvolenou polohu, udržovat elektrodu v požadovaném úhlu a pohyby musí být rovnoměrné. Pokud je to možné, je rohový spoj svařen z vnější i vnitřní strany. Při spojování obrobků různých tlouštěk je silnější část umístěna nahoře. Tím se zabrání propálení. Svařování vnitřní strany rohu by mělo být prováděno při nízkém proudu, aby nedošlo k deformaci vnějšího rohu.
- Schopnost svařovat vícesložkové rohové konstrukce.
- Složitost procesu.
- Potřeba provádět úkosy.
- Důležitost zachování geometrie vnitřních a vnějších rohů.
Tavrovoe
Jedná se o svařování dílů, z nichž jeden je připevněn svým koncem k rovině druhého (získáte dva vnitřní rohy). Používá se především při montáži nosných konstrukcí. Spojení vyžaduje předběžné oříznutí spojované hrany. Může být co nejrovnější nebo s oboustranným zkosením. Šev je vyroben s hlubokým pronikáním kořenů.
- Poskytuje strukturální tuhost pro všechny typy nosných konstrukcí.
- Potřeba pečlivé přípravy obrobků.
- Důležitost správného umístění a držení svařovaných dílů.
Konec
Jedná se o svařování konců dílů, které jsou k sobě pevně přitlačeny nebo se rozbíhají v úhlu maximálně 30º. Při takovém spojení je propálení dílů prakticky nemožné a odpadá deformace a vnitřní pnutí kovu po ochlazení.
- Snadno proveditelné.
- Nízké riziko propálení.
- Spolehlivost připojení.
- Vysoká spotřeba kovu a elektrod.
- Nebezpečí koroze v důsledku nekvalitního svařování.
Druhy svarů
Před zahájením práce je důležité určit typy švů podle různých kritérií, aby se vybrala optimální technika pro provádění práce. Například plochý rohový spoj ve svislé poloze vyžaduje pečlivější přípravu než konvexní tupý spoj ve svislé poloze.

Podle polohy v prostoru
V závislosti na umístění svařovaných ploch se rozlišuje několik typů švů
Spodní šev
Toto je nejběžnější a nejsnáze implementovatelný. Obrobky jsou umístěny na rovném povrchu níže. Není obtížné kontrolovat roztavený kov, protože se nerozšíří za svarovou lázeň. Technologie může být libovolná a závisí na typu a tloušťce kovů a typu svařování.
Horizontální šev
Komplexní v designu, používá se při spojování dílů, které jsou ve vertikální rovině, ale jsou spojeny vodorovně. Hlavním problémem je proudění roztaveného kovu směrem dolů. Práce bude snazší a efektivnější, pokud nejprve zabrousíte obě hrany do zářezu ve tvaru V a provedete několik přejezdů.
Je důležité správně nastavit svařovací proud: pokud je hodnota příliš vysoká, je možné propálení, a pokud je nízký, nedostatek průvaru.
Vertikální šev
Provádí se při spojování vertikálně umístěných obrobků. Svařování se nejlépe provádí zdola nahoru. Problém odkapávání roztaveného kovu lze vyřešit metodou svařování krátkým obloukem.
Stropní šev
Nejobtížnější a nejnebezpečnější na provedení. Svářeč musí svařovat díly v poloze „nahoře“. Kapkám roztaveného kovu a okují lze zabránit snížením hodnoty proudu o 20 % normálu. Měli byste vařit krátkým obloukem a držet elektrodu v pravém úhlu, pohybovat s ní rovnoměrně a rychle.
Po dráze elektrody
V závislosti na typu svařování, typu a tloušťce kovu, fázi práce a povaze výrobků se volí konkrétní vzor pohybu oblouku.

Progresivní pohyb se provádí podél osy elektrody (shora dolů). Při použití svařovacího invertoru se elektroda při tavení a zkracování přibližuje ke svarové lázni. Takové akce vám umožní zachovat délku oblouku, zvýšit pronikání kořene švu a dát malou švu na šířku.
Podélný oblouk se pohybuje podél osy švu. Výsledkem tohoto svařování je úzká housenka, jejíž tloušťka závisí na průměru elektrody. To pro spolehlivé spojení nestačí. K přímočarému pohybu se tedy přidává pohyb oscilační.
Oscilační pohyby jsou prováděny napříč osou švu. Zlepšují srůst hran, rozšiřují šev, zpevňují spojení. Při práci s tenkým kovem jsou obvykle eliminovány příčné vibrace. Při vícevrstvém svařování se používají na poslední průchod.
Existuje několik vzorů oscilačních pohybů elektrody: cik-cak, srpek, trojúhelník atd. Výběr závisí na konkrétní úloze.

Podle stupně konvexnosti
Tato vlastnost určuje fyzikální a technické vlastnosti spojení. Na základě této vlastnosti existují tři typy švů.

Konvexní
Jedná se o zesílené švy používané pro výrobu konstrukcí, které musí odolat velkému zatížení. Konvexní svar vzniká použitím přídavného materiálu, nadměrného usazování elektrod nebo jako výsledek víceprůchodového svařování.
- Vysoká pevnost spojení.
- Odolnost vůči zatížení.
- Vysoká spotřeba materiálů.
- Nepříliš estetické.
- Vyžaduje pečlivé následné zpracování.
ploché švy
Často se jim říká normální. Udržují oblast spoje téměř rovnou a mohou jen mírně vyčnívat nad povrch výrobku. Lze použít na všechny druhy kovů a dílů.
- Estetický vzhled.
- Vyžaduje méně zpracování.
- Hospodárný.
- Méně odolné než konvexní.
Konkávní
Jedná se o záměrně zeslabené švy, které se používají pouze pro svařování tenkých kovových dílů. Jejich povrch je pod rovinou obrobků.
- Hospodárný.
- Udržuje lehkost a tažnost tenkých kovových výrobků.
- Špatně snášejí zátěž.
Ve vztahu k efektivnímu zatížení
Různé způsoby umístění svaru umožňují spojovat kovové části umístěné v libovolné poloze vůči sobě navzájem. Podle jejich umístění vzhledem k působícímu zatížení se svary dělí na:
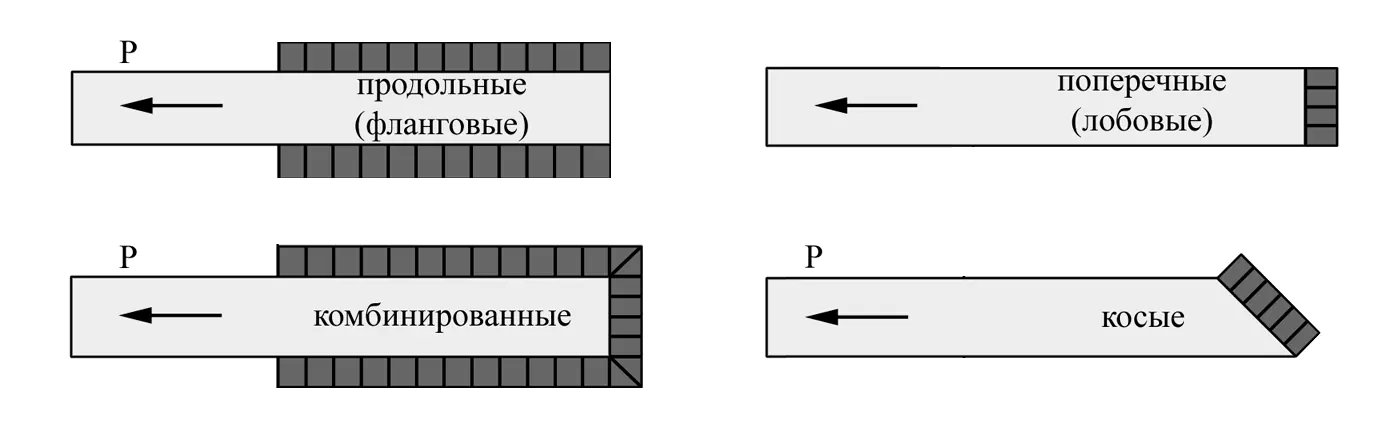
- lemující, jehož podélná osa se shoduje s vektorem působících sil;
- čelní, jehož směr je kolmý na vektor působících sil;
- šikmé, jehož osa vzhledem k vektoru působícího zatížení směřuje pod úhlem menším než 90°;
- kombinované švy v různých oblastech mohou mít různé směry ve vztahu k vnějším silám.
Podle počtu průchodů
Svary libovolného typu lze provádět jedním, dvěma nebo více průchody. Vše závisí na tloušťce kovu a požadované konstrukční pevnosti. Při každém průchodu se vloží jeden korálek. Při svařování silných kovů s přípravou hran se na jednu úroveň vejdou 2–3 housenky, které tvoří jednu vrstvu. Takže existují dva typy švů: monotrémní и víceprůchodový (vícevrstvý).
Podle délky a povahy prodloužení
Délka svarů může být krátký (až 250 mm), Průměry (250–1000 mm) a dlouho (více než 1 m). Kromě toho lze kterýkoli z nich provádět různými způsoby.
pevný – průběžné, zcela vyplňte spáru. Může být jednostranný nebo oboustranný.
Přerušovaný prováděny v krátkých intervalech. Může být jednostranný nebo oboustranný. Ve druhém případě jsou možné následující možnosti:
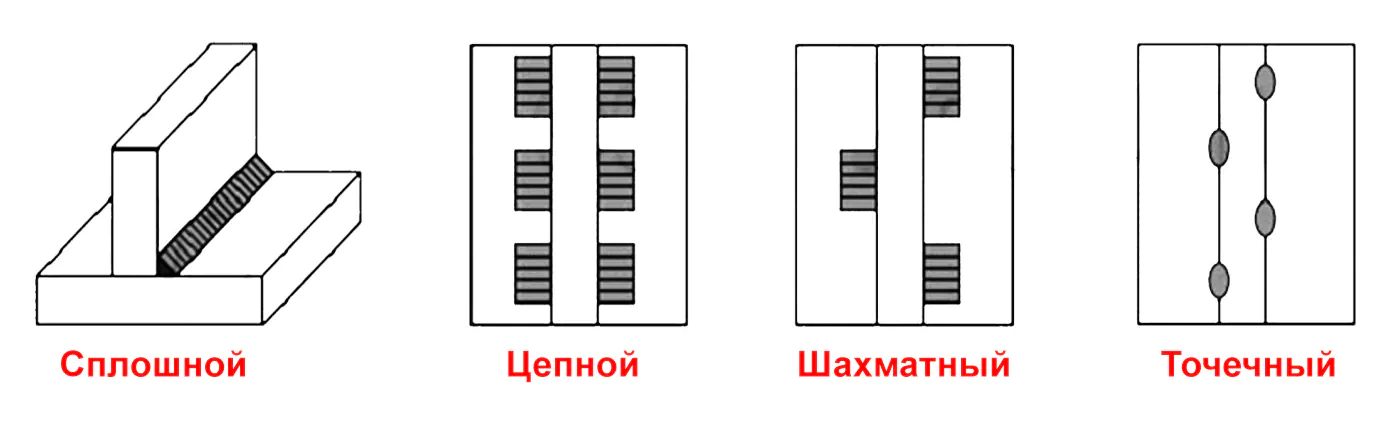
- směřovat ― se provádějí ke slepení hran dílů před hlavním svařováním a také při práci kontaktní metodou;
- šachy ― svařování na obou stranách je provedeno ve stejně dlouhých segmentech, které jsou vůči sobě přesazeny v šachovnicovém vzoru;
- řetězu – stejně dlouhé segmenty jsou umístěny na obou stranách stejným způsobem.
Svařovací cvočky – co jsou a k čemu jsou potřeba
Svařovací hák ― jedná se o svařování bodovým švem za účelem fixace spojovaných dílů v požadované poloze a zabránění jejich pohybu při další práci. Takové svařování může být dočasné nebo trvalé. Dočasný Příchytky se aplikují na spodní stranu obrobků a na konci práce se odstraní. Permanentní jsou zcela vyvařené, součástí svaru.
Závěr
V krátkém článku není možné popsat a vysvětlit všechny nuance svařovacího procesu. Ale i stručná informace o hlavním výsledku – svaru (v širším měřítku – svarovém spoji) dává tušit, že toto podnikání je nejen užitečné, ale také zábavné.