Plazmové svařování a navařování
Plazmové svařování a navařování je nejprogresivnější způsob obnovy opotřebených strojních součástí a nanášení povlaků odolných proti opotřebení (slitiny, prášky, polymery. ) na pracovní povrch při výrobě dílů.
Plazma je vysokoteplotní vysoce ionizovaný plyn skládající se z molekul, atomů, iontů, elektronů, světelných kvant atd.
Při obloukové ionizaci plyn prochází kanálem a vzniká obloukový výboj, jehož tepelný účinek ionizuje plyn a elektrické pole vytváří usměrněný paprsek plazmatu. Plyn může být také ionizován vlivem vysokofrekvenčního elektrického pole. Plyn je dodáván při 2 . 3 atmosférách, elektrický oblouk je buzen silou 400 . 500 A a napětím 120 . 160 V. Ionizovaný plyn dosahuje teploty 10 . 18 tisíc °C a rychlost proudění je až 15000 XNUMX m/s. Plazmový paprsek vzniká ve speciálních hořácích – plazmatronech. Katoda je netavící se wolframová elektroda.
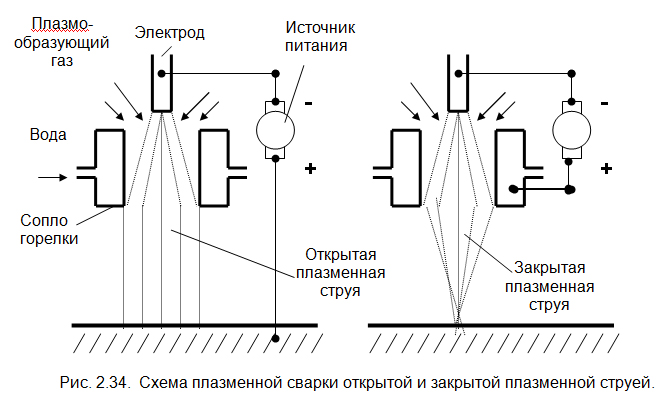
Podle schématu zapojení anody se rozlišují (obr. 2. 34):
- 1. Otevřená plazmová tryska (anoda je součást nebo tyč). V tomto případě dochází ke zvýšenému zahřívání součásti. Toto schéma se používá při řezání kovu a pro nanášení povlaků.
- 2. Uzavřený plazmový paprsek (anoda je kanál trysky nebo hořáku). Přestože je v tomto případě teplota stlačeného oblouku o 20 . 30 % vyšší, intenzita proudění je nižší, protože přenos tepla do okolí se zvyšuje. Okruh se používá pro kalení, metalizaci a nanášení prášku.
- 3. Kombinovaný okruh (anoda je připojena k dílu a k trysce hořáku). V tomto případě hoří dva oblouky Diagram se používá pro navařování prášku.
Povrchovou úpravu kovu lze realizovat dvěma způsoby:
1-plynový paprsek zachycuje a dodává prášek na povrch součásti;
Do plazmového paprsku je zaveden 2-aditivní materiál ve formě drátu, tyče, pásky.
Jako plazmotvorné plyny lze použít argon, helium, dusík, kyslík, vodík a vzduch. Nejlepších výsledků svařování se dosáhne s argonem.
Výhody plazmového nanášení jsou:
- Vysoká koncentrace tepelného výkonu a možnost minimální šířky tepelně ovlivněné zóny.
- Možnost získání tloušťky nanesené vrstvy od 0,1 mm do několika milimetrů.
- Možnost natavení různých materiálů odolných proti opotřebení (měď, mosaz, plast) na ocelový díl.
- Možnost provedení plazmového kalení povrchu součásti.
- Relativně vysoká účinnost oblouku (0 . 2).
Pro řezání kovu je velmi efektivní použít plazmový paprsek, protože. Plyn díky své vysoké rychlosti velmi dobře odvádí roztavený kov a díky vysoké teplotě velmi rychle taje.
Instalace (obr. 2.35) se skládá z napájecích zdrojů, tlumivky, oscilátoru, plazmové hlavy, zařízení pro podávání prášku nebo drátu, systému cirkulace vody atd.
U napájecích zdrojů je důležité udržovat součin JU konstantní, protože výkon určuje stálost toku plazmy. Jako zdroje energie se používají svařovací konvertory typu PSO-500 Výkon je dán délkou kolony a objemem plazmového paprsku. Lze realizovat výkony nad 1000 kW.
Prášek je dodáván pomocí speciálního podavače, ve kterém vertikálně umístěný rotor s lopatkami přivádí prášek do proudu plynu. Při použití svařovacího drátu se přivádí stejným způsobem jako při navařování pod vrstvou tavidla.
Rozkmitáním hořáku v podélné rovině s frekvencí 40. 100 min -1 se při jednom průchodu získá vrstva naneseného kovu o šířce až 50 mm. Hořák má tři trysky: vnitřní pro přívod plazmy, střední pro přívod prášků a vnější pro přívod ochranného plynu.
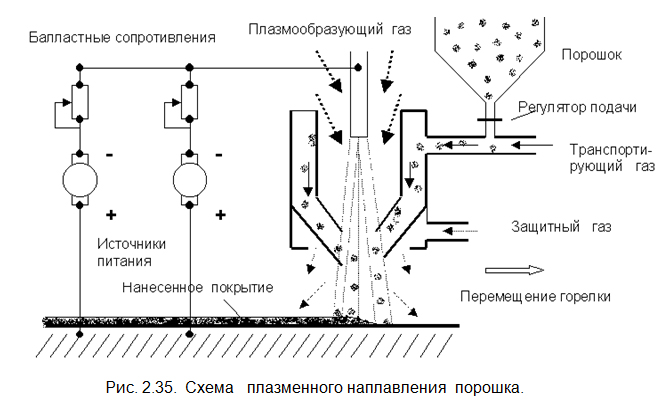
Při nanášení prášků se realizuje kombinovaný oblouk, tj. otevřený a uzavřený oblouk bude hořet současně. Nastavením odporů předřadníku můžete regulovat výkonové toky pro ohřev prášku a pro ohřev a tavení kovu součásti. Je možné dosáhnout minimálního průniku základního materiálu, proto dojde k mírné tepelné deformaci dílu.
Povrch dílu musí být připraven k navařování pečlivěji než u klasického svařování elektrickým obloukem nebo plynem, protože v tomto případě dochází ke spojení bez metalurgického procesu, takže cizí vměstky snižují pevnost nanesené vrstvy. K tomu se povrch mechanicky upraví (drážkování, broušení, pískování. ) a odmašťuje. Výkon elektrického oblouku se volí tak, aby se dílec příliš nezahříval, a aby byl základní kov na pokraji roztavení.
Technologie plazmového svařování umožňuje lokální ohřev jakéhokoliv materiálu. Tuto metodu lze použít pro svařování, pájení a řezání. Většina plazmových svařovacích strojů má dvě hlavní části, a to napájecí zdroj a svařovací hořák. Svařovací stroje od různých výrobců mají různé vlastnosti a přídavné komponenty.
Plazma je vysoce ionizovaný plyn. Získává se především z vodní páry v hořácích, která při pádu úzkou mezerou na elektrický oblouk je profukována a tento oblouk ochlazuje. Pára se díky tomu ionizuje a tvoří plazmový paprsek, jehož teplota je více než šest tisíc stupňů Celsia. Jak tedy vybrat ten správný plazmový svařovací stroj?
Popularita plazmového svařovacího stroje

Plazmová svářečka, která byla donedávna považována za novinku, nyní suverénně nahrazuje pozici elektrických svářeček.
Navíc s příchodem stále kompaktnějších plazmatronů se tato „epidemie“ z průmyslového sektoru rozšířila i do sektoru domácností.
V současné době se přibližně 65% problémů tradičních pro elektrické svařování řeší pomocí plazmového svařovacího stroje.
Montáž kovových konstrukcí, instalace potrubí, řezání a svařování obrobků ve strojírenství, zejména z tak „nestravitelných“ materiálů, jako jsou speciální slitiny, nerezová ocel a neželezné kovy – to je jen část z velkého seznamu úkolů, které musí řešit pomocí plazmového zařízení. Plazmový hořák ale na rozdíl od elektrického svařování umí pracovat i s nekovy. S jeho pomocí se například roztaví povrch železobetonových výrobků – vynikající alternativa k hydroizolaci.
Technologie plazmového zpracování
Hlavní součásti plazmového svařovacího stroje jsou zdroj energie a speciálně navržený hořák nazývaný plazmový hořák.
Plazmový hořák má pouzdro z fluoroplastu umístěné v plášti, uvnitř kterého je instalována sestava elektrody. Do hořáku se přivádí pracovní (plazmotvorná) směs, ochranný plyn a chladicí médium, pokud není použito chlazení vzduchem.
Jako plazmotvornou směs lze použít:
- argon v čisté formě;
- argon smíchaný s vodíkem;
- směs argon-helium;
- vzduch;
- vodík;
- dusík;
- směs vody a alkoholu (tato technologie se objevila relativně nedávno).

Pracovní médium se vlivem elektrického výboje mění v plazmu, což je ionizovaný plyn. Teplota plazmy může dosáhnout 30 tisíc stupňů. V tomto případě je plazmový oblouk stlačen do velmi tenkého paprsku, díky čemuž je jeho specifický výkon na 1 čtvereční. mm průřez mnohonásobně zvětší. To umožňuje využít plazma k řešení problémů, se kterými si elektrický výbojový oblouk s teplotním limitem 5 tisíc stupňů nedokáže efektivně poradit.
Ale vysoká teplota je pouze jednou z výhod, které má plazmový svařovací stroj. Mezi výhody těchto zařízení patří také:
- vysoká účinnost;
- nízká spotřeba ochranných plynů;
- malá zahřívací plocha materiálu a v důsledku toho malé smrštění švu a téměř úplná absence deformace;
- možnost použití tohoto zařízení pro svařování nekovových materiálů s kovovými.
Samozřejmě, aby se předešlo nebezpečným situacím, je nutné se při svařování seznámit s bezpečnostními opatřeními.
Typy plazmových svařovacích strojů
Různé modely plazmových svařovacích a řezacích strojů lze klasifikovat podle několika kritérií – princip činnosti a výkon.
- zařízení s proudem od 0,1 do 20 A: tento typ zpracování materiálu se nazývá mikroplazma. Taková zařízení jsou nejrozšířenější;
- Nejjednodušší mikroplazmová zařízení pracují pouze v režimu kontinuálního oblouku. Více funkčních verzí podporuje pulzní režim. Možnosti takového zařízení lze využít flexibilněji: pulzní režim umožňuje snížit teplotu ve svařovací zóně, což je v určitých případech nezbytné (například při práci s obrobky z tenkého plechu);
- přístroje s proudem od 20 do 100 A: svými možnostmi plazmové svařování středními proudy přibližně odpovídá argonovému obloukovému svařování, ke kterému se používají wolframové elektrody (nekonzumovatelné);
- zařízení s proudem nad 100 A: instalace této třídy jsou schopny protavit obrobek téměř jakékoli velikosti a vytvořit pevný, rovnoměrný šev po celé tloušťce dílů jedním průchodem.
Podle zásady jednání:
- zařízení s plazmovým obloukem: zpracovávaný materiál je vystaven přímému proudu horkého ionizovaného plynu;
- vzduchová plazmová zařízení: funkcí těchto instalací je výhradně řezání obrobku. Plazmou roztavený materiál je vyfukován z oblasti řezání proudem stlačeného vzduchu;
- konečně plazmová zařízení mohou být navržena pro ruční nebo automatickou práci.
Technologie plazmového svařování a řezání je ekologická a ekonomická
Plazmové svařovací stroje jsou mobilní a kompaktní, což umožňuje práci i ve stísněných podmínkách. Ve srovnání s populárními technologiemi elektrického oblouku je kvalita takového řezání úžasná. Šířka řezu plazmových zařízení často nepřesahuje dva milimetry. Kov mění svou strukturu pouze v zóně řezu. Plazmovou technologii lze použít pro jakoukoli řezací linku. Šev je hladký, tenký a čistý i při pájení tvrdými pájkami a svařováním kovů.

Energie spotřebovaná plazmovými hořáky je obvykle nízká, takže napájecí zdroj pro ně je kompaktní a lehký.
Svařovací hořák také není příliš těžký, proto je použití plazmových svařovacích strojů velmi ergonomickým řešením.
Při plazmovém svařování dochází k lokálnímu ohřevu místa řezu, protože oblouk z plazmové řezačky ohřívá kov velmi rychle a zbytek materiálu se nestihne zahřát.
Při průchodu oblouku podél zamýšlené linie je materiál roztaven plynem pod tlakem pouze v místě foukání. Díky tomu lze zabránit tepelné deformaci obrobku. Řez je hladký a čistý a hrany nevyžadují další zpracování.
Pomocí ručního plazmového řezání můžete provádět rovné, tvarové a také jedinečné řezy do kovu – k tomu stačí pohybovat hořákem po zamýšlené křivce. Maximální tloušťka kovového řezu závisí na síle proudu, pro kterou je plazmový řezací stroj navržen.
Mezi výhody plazmového svařování patří jeho bezpečnost, protože není potřeba používat hořlavé výbušné plyny. Provoz nevyžaduje velké výdaje, protože u mnoha zařízení stačí mít domácí střídavý zdroj a destilovanou vodu pro výrobu páry.
Můžete se také naučit, jak si sami vybrat svařovací invertor.
Na základě materiálů od firmy Born.