Druhy svarových vad a způsoby jejich odstraňování
K defektům svarů může dojít v důsledku různých situací, například když je svařovací proud příliš vysoký nebo příliš nízký.
Spojování kovových částí svařováním je složitý fyzikální a chemický proces, kde samotný kov, atmosférické plyny a produkty spalování elektrod interagují při vysokých teplotách. Každá součást se podílí na celkovém výsledku svařovacího procesu. Některé vlivy vedou k nekvalitnímu svařování, vznikají tzv. vady svaru. Mohou se tvořit v důsledku různých situací, například s příliš velkým nebo příliš malým svařovacím proudem, vysokou vlhkostí nebo přítomností znečištění ve svařovací zóně. Existuje určitá klasifikace vad a důvody jejich výskytu, jejichž obecný přehled bude uveden v tomto článku. Dozvíte se také, jak závady odstranit a v jakých případech je to možné.
Klasifikace vad ve svarových spojích
Většina vad svaru vzniká při porušení technologie svařování. Pouze v některých případech jsou vady způsobeny nepředvídatelnými situacemi. Při tavném svařování mají velký význam: předběžná příprava a montáž spoje; režim tepelného zpracování; správný výběr materiálů ke svařování; kvalita zařízení a spotřebního materiálu.
Vady jsou klasifikovány podle různých kritérií – velikost, tvar, umístění v linii švu, stupeň nebezpečí vzhledem k možnosti destrukce spoje. Regulační vady jsou klasifikovány podle mezinárodního dokumentu „Klasifikace, označení a definice. Vady ve spojování kovů při tavném svařování.“ Všechny požadavky kolekce jsou shromážděny v GOST 30242-97.
Podle tohoto dokumentu jsou všechny vady ve svarových spojích rozděleny do 6 hlavních skupin: trhliny; porušení tvaru švu; dutiny, krátery a mušle; nespojené okraje a nedovařené oblasti; přítomnost pevných vměstků a vměstků; ostatní vady nezařazené do prvních 5 skupin.
Každá z vad má své digitální označení, které se při kontrole umístí do oblasti svaru. Podle mezinárodní klasifikace mohou být vady svarů označeny také písmeny. V každém případě se však definice vad podle ruské a mezinárodní klasifikace shodují ve svých hlavních charakteristikách.
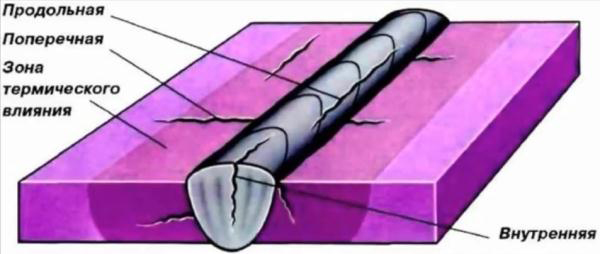
Trhliny
K takovým porušením dochází jak v samotném švu, tak v blízké oblasti. Mohou být způsobeny nerovnoměrným ochlazováním kovu nebo působením zátěže až do úplného ochlazení. Trhliny jsou příčné, radiální a podélné, označené 102, Eb, 103, E a 101 Ea. Existuje několik dalších typů trhlin, včetně těch, které jsou detekovány pouze mikroskopickým vyšetřením (mikrotrhliny 1001).
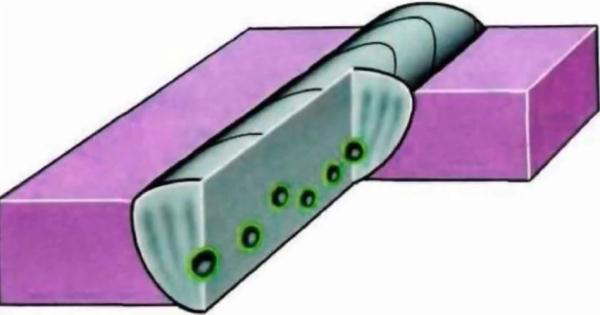
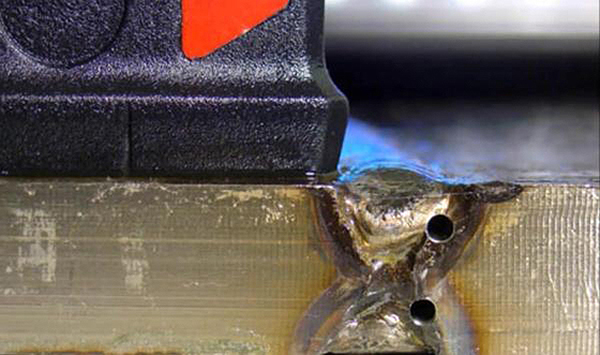
Dutiny
Vzniká nahromaděním plynů v roztaveném kovu. Dutiny mohou být buď kulovité nebo beztvaré. V každém případě však vedou ke snížení síly spojení. Dutiny jsou umístěny chaoticky, v řetězci, ve shluku, rovnoměrně. Jsou označeny čísly 2012, 2013 atd. Otevřené dutiny vzniklé expandujícím plynem, který opustil šev a odešel do atmosféry, se nazývají píštěle. Propady a krátery se tvoří v oblasti dutin a píštělí, když kov ještě nevychladl a vnitřní tlak plynu klesl pod kritickou hodnotu. Jak kov chladne, smršťuje se a zdá se, že spadne do švu.
Pevné inkluze
Obecný index pevných vměstků je 300. Takovými vadami ve svarových spojích jsou částice strusky, kovů nebo nekovů, které zůstávají v oblasti svaru a jsou zataveny do kovu, ale netvoří s ním jeden celek. Takovými vměstky mohou být tavidla, částice wolframu, mědi, oxidy, které se z toho či onoho důvodu ocitnou ve svaru.
Nefúze
Oblasti svaru, ve kterých jsou mezi kovem a švem, uvnitř švu nebo podél bočních a kořenových částí zóny, kde se kov dostatečně neroztavil a nespojil se do koherentní struktury. K tomuto jevu dochází v důsledku příliš rychlého pohybu elektrody nebo nedostatečného svařovacího proudu. Vady jsou označeny indexem 400. Typ nedostatků je nedostatek fúze – oblasti švu, kde se kov neroztavil natolik, aby pronikl do kořenové části švu a vyplnil celou mezeru mezi díly.
Nepravidelnosti tvaru švu
Takových závad je několik desítek. Nejběžnější: podříznutí; lineární a úhlové posuvy; kapky; popáleniny; nestejná šířka; porušení profilu. Při detekci chyb jsou taková porušení označena čísly od 500.
Устранние дефектов
V mnoha případech lze eliminovat porušení integrity švu zjištěná při detekci vad. Vnější vady, tedy ty, které lze vidět vizuálně, bez použití speciálního vybavení. Vnitřní – viditelné při použití skiaskopického přístroje nebo mechanického zpracování, při kterém je odstraněna část usazeného kovu. Vady se objevují i při ultrazvukovém vyšetření.

Odstranění vad je ve většině případů možné, kromě vyhoření, kdy je poškozena struktura kovu. Často, aby se odstranily následky neúspěšného procesu svařování, je část švu mechanicky odstraněna a svařování je provedeno znovu. Téměř všechny závady lze odstranit, pokud je to technicky možné a proces je ekonomicky opodstatněný. V některých případech je lepší součást odmítnout a přetavit, než ztrácet čas opravou svaru. Vady svařování na legovaných ocelích jsou eliminovány až po temperování dílů – speciální proces tepelného zpracování při teplotách 450-650 °C. Bez této fáze přípravy může odstranění vad vést k ještě většímu narušení celistvosti spoje a vzniku vnitřních pnutí v kovu.
Detekce chyb
Tento pojem definuje sled akcí zaměřených na zjištění vad svarových spojů, které mohou vést k netěsnosti, destrukci konstrukcí nebo jejich částečné deformaci. Detekce vad svarů se provádí různými metodami, které v žádném případě nenarušují integritu švu a samotného kovu. Počáteční fází je vizuální a měřicí kontrola. Odhaluje téměř všechny vnější a řadu vnitřních defektů – porušení geometrie, nedostatek fúze, popáleniny, praskliny, prověšení. Často je pro podrobnou vizuální kontrolu nutné ošetřit povrch švu činidly – alkoholem nebo kyselinou dusičnou (malé praskliny a póry jsou viditelné).

Vnější vizuální kontrola zahrnuje i použití optických prostředků – lupy, mikroskopy, přímé a boční osvětlovací lampy. Také v tomto procesu se používají měřicí nástroje – posuvná měřítka, pravítka, sondy, šablony. S jejich pomocí se zjišťují geometrické rozměry vad a možnost jejich klasifikace na přijatelné a nepřijatelné (v závislosti na požadavcích na konkrétní výrobek). Zkouška penetrace se provádí pomocí speciálních kapalin, penetrantů. Kapalina proniká do pórů a prasklin, barví je a činí je jasně viditelnými. Povrchové vady jsou natřeny a jsou mnohem snáze rozpoznatelné. Detekce barevných vad zpravidla umožňuje vidět většinu vnějších vad, ale nelze tímto způsobem odhalit vnitřní vady.
Pro hloubkové vyšetření se používá magnetická defektoskopie, ultrazvukové a radiografické vyšetření. Tyto studie vyžadují použití složitých přístrojů, ale ve většině případů je to oprávněné, zejména u složitých a kritických zařízení. Vizuální a měřicí kontrola se zpravidla provádí na samém začátku. Všechny ostatní diagnostické metody se aplikují až po odstranění vad svařování zjištěných při kontrole a tato metoda již nepřináší výsledky.