Pájení hliníku – tavidlo, pájka, jak a čím správně pájet
Pájení hliníku, jak se mnozí odborníci správně domnívají, je poměrně náročný technologický proces. Mezitím lze tento názor považovat za správný pouze ve vztahu k těm situacím, kdy se snaží pájet hliníkové výrobky pomocí pájek a tavidel, které se používají ke spojování dílů vyrobených z jiných kovů: mědi, oceli atd. Pokud se pro pájení používá speciální tavidlo hliník , stejně jako odpovídající pájka, pak tento technologický proces nepředstavuje žádné zvláštní potíže.
Pájení hliníku pomocí propanového hořáku
Funkce procesu
Potíže, s nimiž se setkáváme při pájení hliníku pomocí tradičních pájek a tavidel, jsou vysvětleny řadou faktorů, zejména souvisejících s vlastnostmi kovu. Hlavním z těchto faktorů je přítomnost oxidového filmu na povrchu hliníkových dílů, který se vyznačuje vysokým bodem tání a mimořádnou chemickou odolností. Při pájení taková fólie zabraňuje spojení základního kovu a pájecího materiálu.
Před pájením hliníkových výrobků musí být jejich povrchy důkladně očištěny od oxidového filmu, k čemuž můžete použít mechanické zpracování nebo použít tavidla, která obsahují silné složky.

Duralové díly připravené k pájení
Samotný hliník, na rozdíl od oxidového filmu na jeho povrchu, má poměrně nízkou teplotu tání: 660 stupňů, což také komplikuje proces pájení. Tato vlastnost hliníku vede k tomu, že při zahřívání části z něj vyrobené rychle ztrácejí pevnost a při určité teplotě v rozmezí 250–300 stupňů začnou konstrukce vyrobené z tohoto kovu ztrácet stabilitu. Nejtavitelnější složka, která je součástí nejběžnějších hliníkových slitin, se začíná tavit již v rozmezí teplot 500–640 stupňů, což může vést k přehřátí až roztavení samotných dílů.
Základem většiny nízkotavitelných pájek používaných k pájení je cín, kadmium, vizmut a indium. Hliník se s těmito prvky špatně spojuje, což činí pájené spoje vytvořené pomocí nich velmi slabé a nespolehlivé. Hliník a zinek mají dobrou vzájemnou rozpustnost, takže tento prvek při použití v pájkách poskytuje výslednému spoji vysokou pevnost.
Charakteristika tavidel pro měkké pájení
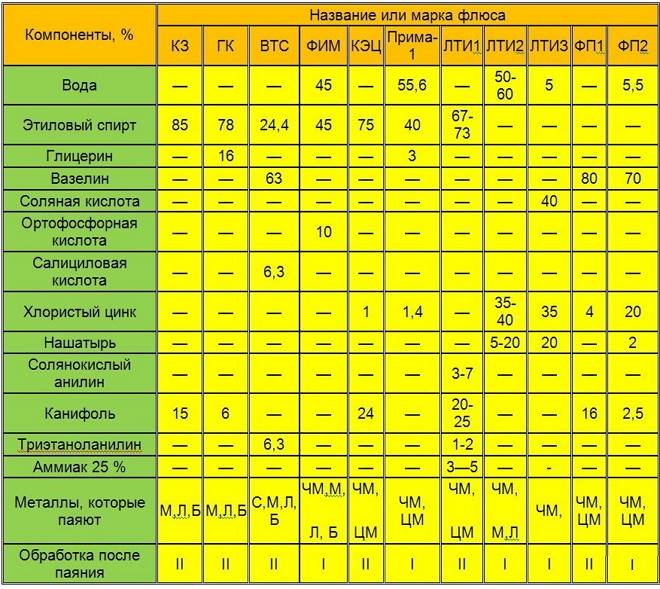
Složení tavidel používaných pro pájení hliníku
Použité materiály
Při pájení hliníkových výrobků můžete použít pájky skupiny cín-olovo, pokud důkladně očistíte povrch dílů a použijete vysoce aktivní tavidla. Sloučeniny získané s jejich pomocí se v důsledku špatné vzájemné rozpustnosti hliníku, cínu a olova vyznačují nízkou spolehlivostí a jsou také náchylné k rozvoji korozních procesů. Aby byly takové sloučeniny odolnější vůči korozi, musí být potaženy speciálními sloučeninami.
Nejkvalitnější, spolehlivý a korozivzdorný pájený spoj nám umožňuje získat pájky obsahující zinek, měď, křemík a hliník.
Pájky obsahující tyto prvky vyrábí domácí i zahraniční firmy. Nejrozšířenější tuzemské značky jsou TsOP40, který obsahuje 40 % zinku a 60 % cínu, a 34A, který obsahuje hliník (66 %), měď (28 %) a křemík (6 %). Zinek obsažený v pájce pro pájení hliníkových výrobků určuje nejen pevnost výsledného spoje, ale také jeho korozní odolnost.
Pájky cínu a olova mají nejnižší bod tání ze všech výše uvedených. Nejvyšší teploty jsou ty, které obsahují hliník a křemík, stejně jako materiály obsahující hliník spolu s mědí a křemíkem. Zejména mezi posledně jmenované patří oblíbená pájka značky 34A, jejíž bod tání se pohybuje v rozmezí 530–550 stupňů.
Pro informaci: materiály na bázi hliníku a křemíku se taví při teplotě 590–600 stupňů.
S přihlédnutím k bodu tání se takové pájky používají v případech, kdy je nutné spojovat hliníkové díly velkých rozměrů, které zajišťují dobrý odvod tepla, nebo výrobky z hliníkových slitin, které se taví při poměrně vysokých teplotách.
Nízkoteplotní pájky však samozřejmě vykazují maximální snadnost použití, jednou z nejběžnějších značek je HTS-2000.

Pájka HTS-200 pro pájení dílů z hliníku a neželezných kovů
Technologie pájení hliníku nutně zahrnuje použití speciálního tavidla, které je nezbytné pro zlepšení adheze základního kovu k pájenému materiálu. Proto je nutné k výběru takového materiálu přistupovat velmi zodpovědně. Tento požadavek je zvláště důležitý v případech, kdy je třeba pájet hliníkové díly pomocí pájky cínu a olova. Složení tavidel obsahuje prvky, které tvoří jeho aktivitu vůči hliníku. Mezi tyto prvky patří: triethanolamin, fluoroboritan zinečnatý, fluoroboritan amonný atd.

Tavidlo F-64 pro pájení lehkých slitin bez předběžné mechanické povrchové úpravy
Jedním z nejoblíbenějších domácích materiálů je tavidlo značky F64. Obliba F64 je způsobena tím, že se tento materiál vyznačuje zvýšenou aktivitou. Díky této kvalitě je možné provádět pájení tavidlem F64, aniž by došlo k čištění povrchu hliníkových dílů od žáruvzdorného oxidového filmu.
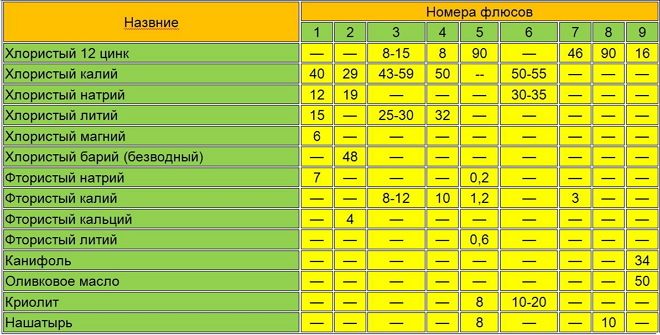
Z oblíbených vysokoteplotních tavidel bychom měli vyzdvihnout materiál 34A, který obsahuje 50 % chloridu draselného, 32 % chloridu lithného, 10 % fluoridu sodného a 8 % chloridu zinečnatého.
Příprava dílů
Pro získání kvalitního a spolehlivého spojení nestačí jen vědět, jak pájet hliník, je také důležité správně připravit povrchy spojovaných dílů pro pájení. Tento přípravek spočívá v odmaštění povrchů a odstranění oxidového filmu z nich.
K odmaštění se používají tradiční prostředky: aceton, benzín nebo jakékoli vhodné rozpouštědlo.
Odstranění oxidového filmu před pájením, které lze také snadno provést vlastníma rukama, se provádí hlavně pomocí mechanického zpracování, ke kterému můžete použít brusku, brusný papír, kovový kartáč nebo nerezové pletivo. Mnohem méně často se používá chemická metoda odstraňování takového filmu, která zahrnuje leptání povrchu hliníkových dílů pomocí kyselých roztoků.

Čištění povrchů před pájením pomocí brusného nástavce
Jak je známo, oxidový film se na povrchu hliníku vytvoří téměř okamžitě při jeho kontaktu s okolním vzduchem. K tomuto procesu dochází i na povrchu, který byl před pájením vyčištěn, ale smyslem čištění je, že nově vytvořený film je mnohem tenčí než odstraněný, takže si s ním tavidlo mnohem snáze poradí.
Zdroje vytápění
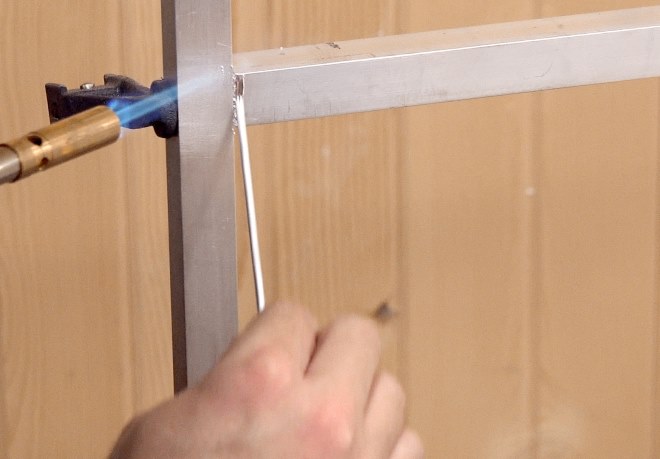
Jako prvek sloužící k ohřevu spojovaných rozměrných hliníkových dílů a tavení pájky se používá převážně plynový hořák na propan nebo butan. Pokud se rozhodnete pájet hliníkové výrobky vlastníma rukama v domácí dílně, můžete použít běžný hořák.

Snadno použitelný plynový hořák
Při zahřívání musíte být velmi opatrní, aby se spojované části neroztavily. Za tímto účelem se povrch dílů co nejčastěji dotýká pájky, aby se kontroloval začátek jejího tavení. To znamená, že bylo dosaženo provozní teploty.
Při zahřívání dílů a pájky před zahájením pájení je také nutné sledovat plamen plynového hořáku: směs plynu a kyslíku, která jej tvoří, musí být vyvážená. To musí být provedeno z toho důvodu, že vyvážená směs plynů aktivně zahřívá kov, ale nemá závažný oxidační účinek. O tom, že je směs plynů vyvážená, svědčí jasně modrá barva plamene, který je malých rozměrů. Pokud je plamen hořáku příliš malý a má bledě modrou barvu, pak je to důkaz, že ve směsi plynů je příliš mnoho kyslíku.
Pro pájení drobných hliníkových výrobků se používají elektrické páječky a pájky, které se taví při nízké teplotě.
Techniky pájení
Pájení dílů z hliníku se z hlediska technologie provedení prakticky neliší od procesu spojování výrobků z jiných kovů. Nejprve jsou spojované díly odmaštěny a důkladně očištěny, načež jsou umístěny do požadované polohy vůči sobě. Poté je nutné nanést tavidlo na oblast budoucího připojení a začít jej zahřívat spolu s pájkou na provozní teplotu.

Proces pájení dílů z hliníkové slitiny
Po dosažení provozní teploty se špička pájky začne tavit, takže se musí neustále dotýkat povrchu součástí a ovládat proces zahřívání.
Pájení hliníkových výrobků, pro které se používá pájka bez tavidla, má své vlastní vlastnosti. Spočívají v tom, že aby průniku pájky k povrchu dílu nebránil oxidový film, musí být její hrot proveden úderovými pohyby v místě budoucího spojení. Tímto způsobem se naruší celistvost fólie a pájka se plynule napojí na základní kov.
Jak se pájení provádí prakticky, můžete vidět ve výukovém videu.
Existuje další technologická technika, která umožňuje zničit oxidový film během procesu pájení. To lze provést pomocí nerezové tyče nebo kovového kartáče, který se protáhne přes spoj a již roztavenou pájku.
Pro dosažení co nejodolnějšího spojení metodou pájení je nutné spojované povrchy předem pocínovat.
Rozsah procesu
Nejen pájení hliníku doma má velký praktický význam. Tato technologie se také aktivně používá v opravárenských a výrobních podnicích. Pomocí metody pájení je možné získat spoje, které se vyznačují vysokou pevností, spolehlivostí a estetickou přitažlivostí.

Při práci s tenkým hliníkovým plechem zabraňuje pájení deformaci materiálu
Tato technologie je velmi oblíbená při provádění oprav vozidel, traktorů a motocyklů. Tato obliba se vysvětluje tím, že při pájení nedochází ke změně struktury spojovaného kovu, proto je tento způsob spojování v mnoha případech ještě výhodnější než svařování.
Při nutnosti obnovení těsnosti hliníkového chladiče nebo klikové skříně nebo opravy opotřebovaného či poškozeného dílu z hliníkové slitiny prakticky neexistuje alternativa pájení. Je také výhodné, že takové opravy můžete provádět sami; to nevyžaduje složité a drahé vybavení.

Domácí opravený chladič auta
Spáleniny, třísky a praskliny vytvořené v bloku válců z hliníkové slitiny lze také úspěšně opravit pájením. Tato technologie je velmi užitečná, pokud je potřeba obnovit opotřebované vnitřní závity. Při tomto procesu se opotřebovaný závitový otvor vyplní roztavenou pájkou a poté se do něj zašroubuje šroub. Po vytvrdnutí pájky se šroub vysune z otvoru a uvnitř je závit vytvořený podle požadovaných parametrů. Tato jednoduchá operace umožňuje získat nový závit, který ve svých pevnostních charakteristikách není v žádném případě horší než původní.
Kromě toho se pájení úspěšně používá k opravě a obnovení těsnosti trubek vyrobených z hliníku a slitin tohoto kovu. Takové trubky se nyní aktivně používají v mnoha technických zařízeních. S pomocí pájení to můžete udělat sami, aniž byste se uchýlili k drahým službám kvalifikovaných odborníků, abyste opravili mnoho předmětů vyrobených z hliníku a jeho slitin používaných v každodenním životě: nádobí, schody, různé vnitřní části, okapy, obkladové prvky, atd. Pomocí pájení můžete nejen opravit, ale také vyrobit jakékoli hliníkové konstrukce vlastníma rukama.
Použití vysoce kvalitního spotřebního materiálu a přísné dodržování technologie, kterou lze snadno naučit pomocí videolekcí, vám umožňuje získat spojení pomocí pájení, které je vysoce kvalitní, spolehlivé, atraktivní a elegantní.
Pomocí improvizovaných nástrojů
Často nastávají situace, kdy není po ruce aktivní tavidlo a pájka, která je speciálně navržena pro spojování hliníkových dílů, a je potřeba je urychleně připájet. V takových situacích lze pájet běžnou pájkou sestávající z hliníku a cínu nebo cínu a olova. V tomto případě lze jako tavidlo použít kalafunu.
Při použití tohoto způsobu pájení dochází k destrukci oxidového filmu pod vrstvou kalafuny, ke které lze dodatečně přidávat kovové piliny. K jeho zničení použijte speciální páječku se škrabkou, kterou je nutné nejprve pocínovat. Škrabka spolu s pilinami ničí oxidový film na povrchu dílů a kalafuna zabraňuje tvorbě nového. Škrabka-páječka, pohybující roztavenou pájku nad místem budoucího spoje, navíc zajišťuje její pocínování.
Tato metoda pájení je samozřejmě velmi problematická a nezaručuje vždy kvalitní a spolehlivé spojení, takže ji lze použít pouze v extrémních případech. Nejvhodnější je věnovat čas a peníze nákupu vysoce kvalitní pájky a tavidla a nestarat se o kvalitu spojení vytvořeného s jejich pomocí.

Obtížnost pájení hliníku konvenčními pájkami a tavidly je dána řadou faktorů. Především je to přítomnost žáruvzdorného a chemicky odolného oxidového filmu. Oxid Al2O3 zabraňuje pájce smáčet povrch a rozpouštět v něm základní kov. K jeho zničení se používá mechanické ošetření a silná tavidla.
Nízký bod tání hliníku, 660 °C, také způsobuje potíže při pájení. Při zahřátí pevnost kovu rychle klesá a již při teplotách 250-300°C mohou hliníkové konstrukce ztratit stabilitu. Teplota solidu (teplota, při které se taví nejtavitelnější složka) hlavních hliníkových slitin se pohybuje v rozmezí 500-640°C. To ponechává velmi úzký teplotní rozsah pro vysokoteplotní pájení, při kterém hrozí přehřátí a roztavení pájeného dílu.
Hliník má vzhledem k většině prvků tvořících základ nízkotavitelných pájek (Sn, Pb, Cd, Bi, In) nízkou vzájemnou rozpustnost, což snižuje pevnost pájených spojů. Výjimkou je zinek, který je vysoce rozpustný s hliníkem a zajišťuje tak potřebnou pevnost spoje.
Materiály pro pájení hliníku
Pájky
Při použití vysoce aktivních tavidel a dobré přípravě povrchu lze hliník pájet také cíno-olovnatými pájkami. Jejich výběr však stále nelze považovat za úspěšný. Kromě již zmíněné špatné rozpustnosti hliníku v systémech Sn-Pb poskytují cín-olověné pájky velmi nízkou korozní odolnost pájeného spoje. Aby se tento nedostatek překonal, musí být spoje pájené cínovými nebo olověnými pájkami potaženy speciálními nátěry.
Kvalitní pájení hliníku zajišťují pájky obsahující zinek, stříbro, měď, hliník, křemík. Existuje velké množství kompozic, domácích i dovážených, obsahujících tyto prvky v různém poměru. Mezi domácí pájky patří TsOP40 (60 % cínu a 40 % zinku) a 34A (66 % Al, 28 % Cu a 6 % Si). Čím vyšší je obsah zinku v zinkové pájce, tím větší je korozní odolnost a pevnost pájeného spoje.
Většina pájek má nízkou teplotu, ale jejich bod tání je vyšší než u cínu a olova. Skutečně vysokoteplotní pájky jsou pájky hliník-křemík (silumin) a hliník-měď-křemík. První je pájka Aluminium-13 od Chemet, obsahující 13% Si a 87% Al (pájka je potažena tavidlem). Jeho teplota pájení je 590-600°C. Příkladem druhé je již zmíněná domácí pájka 34A, skládající se z 66 % Al, 28 % Cu a 6 % Si. Rozsah teplot pájení je 530-550°C. Pokud je potřeba použít vysokoteplotní pájky, používají se pro pájení hliníku a těch slitin, které mají poměrně vysoký bod tání, nebo dílů s masivními rozměry, které zajišťují dobrý odvod tepla.
Pokud mluvíme o nejpohodlnějších materiálech, pak mezi ně patří samozřejmě nízkoteplotní pájky bez tavidel, například HTS-2000.

Tavidla
Volbu tavidla je třeba brát velmi vážně, je to právě jeho činnost, která určuje pájitelnost hliníku, zejména při použití běžných cín-olověných pájek. Ne všechna tavidla vykazují aktivitu proti hliníku, kterou jejich výrobci uvádějí. Jedním z domácích tavidel je kompozice nazývaná, velmi informativně, „tavidlo pro pájení hliníku“. Existuje také tavidlo F59A, F61A (obsahující triethanolamin, fluoroboritan zinečnatý, fluoroboritan amonný) a další. F59A, F61A nebo jiné mohou být skryty pod názvem „tavidlo pro pájení hliníku“, i když to není uvedeno na obalu.

Tavidla pro pájení hliníku
Jako vysokoteplotní tavidlo můžeme uvést tavidlo 34A, které obsahuje 50 % KCl, 32 % LiCl, 10 % NaF a 8 % ZnCl2.
Vysokoteplotní tok 34A
Příprava dílů pro pájení
Příprava hliníku pro pájení zahrnuje odmaštění a mechanické čištění oblasti spoje. Účelem posledně jmenovaného je odstranit oxidový film. Odmašťování se provádí acetonem, benzínem nebo jiným rozpouštědlem. Očistěte povrch brusným papírem, kartáčem nebo nerezovým drátěným pletivem a brusnými kotouči. Oxidový film lze také odstranit leptáním určitými kyselinami, ale tato metoda je ve srovnání s mechanickým čištěním obtížnější a používá se mnohem méně často.
Musíte pochopit, že po odstranění starého oxidového filmu se na jeho místě okamžitě vytvoří nový, takže stále není možné zcela zbavit oxidovou bariéru. Smyslem stripování je, že nově vytvořený film je mnohem tenčí a slabší než ten starý, v důsledku čehož se s ním tavidlo snáze vyrovná.
Způsoby vytápění
Hlavními nástroji pro ohřev poměrně masivních hliníkových dílů jsou plynové hořáky na propan, butan nebo foukačky.
Při zahřívání je třeba dávat pozor, aby nedošlo k přehřátí základního kovu, což by mohlo způsobit jeho roztavení. Je nutné neustále sledovat teplotu základního kovu dotykem pájecí tyče. Když dosáhne provozní teploty, začne se tavit.
Plamen by měl být normální – bez přebytku nebo nedostatku kyslíku. Ve vyvážené směsi plynů plamen pouze zahřívá kov a nemá silný oxidační účinek. V případě vyvážené směsi plynů je plamen hořáku jasně modrý a malých rozměrů. Plamen přesycený kyslíkem silně oxiduje povrch kovu jeho plamen je bledě modrý a malý.
Malé díly s malým chladičem při použití nízkoteplotních pájek se pájejí elektrickými páječkami.
Technologie pájení hliníku
Proces pájení hliníku tavidlem se prakticky neliší od pájení mědi nebo oceli. Po vyčištění dílů a jejich instalaci do požadované polohy se na oblast pájení aplikuje tavidlo, po kterém se spoj zahřeje na teplotu, při které se pájka začne tavit. Tavení se provádí dotykem špičky tyče na spoj spoje.
Pájení pájkou bez tavidla má tu zvláštnost, že pro usnadnění pronikání pájky přes oxidový film je vhodné ji zničit údery tvrdého konce pájecí tyče nebo tyče z nerezové oceli přes taveninu. V tomto případě je narušena celistvost oxidového filmu.

Pájka se roztavila do nezničeného oxidového filmu a spojení po zničení oxidové pěny úderem pájecí tyče přes taveninu
Oxidový film můžete také zničit kartáčem z nerezové oceli, třením roztavené pájky po povrchu dílů. Spojované prvky je lepší stlačit k sobě pocínovanými plochami a zahřát na pájecí teplotu. Spojení získané tímto způsobem je velmi pevné.
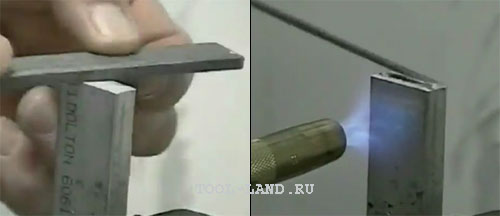
Pájení hliníku: odizolování a tavení pájky

Pájení hliníku: zničení oxidového filmu štětcem a natavení pájky na druhé části (poté je třeba kartáčovat jako první část)

Pájení hliníku: spojování dílů a kontrola pevnosti
Příklady použití pájení hliníku
Pájení hliníku lze použít k opravám a restaurování dílů vyrobených z hliníku a jeho slitin jakékoli složitosti, od těch nejjednodušších používaných v každodenním životě až po výrobky, na které jsou kladeny zvýšené požadavky z hlediska pevnosti a bezpečnosti.
Pájení hliníku je široce používáno při opravách automobilů, traktorů a motocyklů. V mnoha případech se ukazuje, že je výhodnější než svařování, protože nevede ke změnám ve struktuře kovu a jeho deformaci. Obnovení těsnosti netěsné hliníkové klikové skříně, pájení hliníkového chladiče, oprava opotřebovaného nebo poškozeného dílu – pro všechny tyto případy může být pájení jediným způsobem odstranění poruchy.
Pájením můžete opravit hliníkový blok válců, opravit praskliny, vyhoření a třísky, které se na něm objevují. Opravte závity v prasklém závitovém otvoru. K tomu je tato naplněna roztavenou pájkou, po které je do ní vložen šroub. Po ochlazení konstrukce zbývá pouze odšroubovat šroub. Síla takto obnovené nitě není nižší než síla původní.

Obnova závitů pájením: ponoření šroubu do otvoru s roztavenou pájkou a vyšroubování šroubu ze ztuhlé taveniny
Pájení umožňuje utěsnit otvory v různých nádobách a výrobcích, které vyžadují těsnost. Nádoby, ve kterých byly skladovány hořlavé kapaliny, je zakázáno pájet otevřeným ohněm!!

Pájecí otvory. Po pájení se povrch brousí.
Hliníkové potrubí kompresorů, čerpadel a klimatizací se opravuje pájením. Pájení hliníku doma umožňuje opravit jakoukoli věc vyrobenou z čistého hliníku nebo jeho slitiny – schody, okapy, nádobí, hliníkové obklady. Při použití kvalitních materiálů lze dosáhnout takové pevnosti spoje, že opravený výrobek bude pevnější než nový.
Pokud není dobré tavidlo a pájka
Při nepřítomnosti aktivních tavidel a pájek určených pro hliník můžete zkusit pájet hliník cínovými nebo cínovo-olovnatými pájkami metodou ničení oxidového filmu pod vrstvou kalafuny. Tato metoda vám umožňuje vyhnout se okamžité tvorbě nového oxidového filmu, který nahradí odstraněný starý (jak se to stává při stripování na vzduchu).
Roli nástroje, který ničí oxidový film, hraje speciální páječka se škrabkou nebo železnými pilinami přidávanými do kalafuny. Když se pocínovaná páječka tře o součást potaženou kalafunou, škrabka nebo piliny odstraní starý film a kalafuna zabrání vytvoření nového. Zároveň se povrch očištěný od oxidu pocínuje pájkou, která se podle potřeby přidává do páječky.
Tuto problematickou metodu, která nezaručuje úspěch, je vhodné používat pouze v krajních případech. Nejjednodušší a nejpřirozenější možností je pořídit si kvalitní tavidla a pájky, jejichž pájení zajistí pevné a korozi odolné spojení bez zbytečné ztráty času a úsilí.