Ohýbání trubek podle poloměru – nuance technologického procesu
Obdélníková trubka je válcovaný kovový výrobek s uzavřeným profilem. Obvykle se používá jako rozpěrky (to znamená, že funguje pouze v tlaku a tahu) v rámových konstrukcích nebo příhradových pásech. Existují však případy, kdy je obdélníková trubka také položena do stropů obytných budov nebo z ní vyrobena, například baldachýn nad předními dveřmi. Jinými slovy, tento profil se používá v místech, kde působí pouze ohybové síly.
Níže je kalkulačka, která to umí: výpočet pravoúhlé trubky pro průhyb a ohyb. Jinými slovy, může vybrat požadovaný profil v závislosti na maximálním ohybovém momentu přisuzujícímu nosníku nebo maximální možné výchylce, kterou si sami nastavíte nebo v souladu s SNiP „Zatížení a dopady“. Samotný výběr lze současně provést pro potrubí podle dvou norem: GOST 8645-68 a 30245-2003.
Obdélníková trubka může být vypočtena pro šest schémat zatížení (viz obrázek). Tři z nich jsou nosníky s rovnoměrně rozloženým zatížením a zbytek jsou nosníky s jednou a dvěma soustředěnými silami.
Pomoc s výpočtem
Není žádná touha a čas porozumět kalkulačce a sbírat náklady. A zároveň chci mít 100% jistotu výsledku. Rád pomohu.
Registrován jako OSVČ. Více informací o mně naleznete v levém horním menu.
Náklady na výpočet nosníků a jiných stavebních konstrukcí:
- od 4 000 rublů. — bez poskytnutí podrobné písemné zprávy;
- od 5 000 rublů. – se zprávou.
A také, pokud se projekt neočekává, ale existuje spousta otázek ohledně výběru materiálů, konstrukcí a architektury. Kontaktujte mě, pomůžu.
- Konzultace od 3 000 rublů.
Kontakt pro komunikaci, e-mail: Tato e-mailová adresa je chráněna před spamboty. Pro zobrazení musíte mít povolený JavaScript.
Kalkulace se speciálními nabídkami a slevami:
Kalkulačka
 | Příklad výpočtu |
Kalkulačky na téma:
- Sběr zatížení na podlahové trámy online
- Výpočet čtvercového potrubí
- Výpočet I-paprsku
- Výpočet kanálu
- Výpočet úhlu
- Výpočet dřevěného trámu.
Související videa
Návod na kalkulačku
Upozorňuji na to, že v neceločíselných číslech je nutné dát tečku, nikoliv čárku, tedy např. 5.7 m, nikoliv 5,7. Pokud vám něco není jasné, zeptejte se prostřednictvím formuláře pro komentáře, který se nachází úplně dole.
Počáteční údaje
Délka rozpětí (L) – vzdálenost mezi podpěrami nebo délka konzoly.
Vzdálenosti (A a B) — vzdálenosti od podpěr k místům, kde působí zatížení. Pro schéma 3 se A rovná délce konzoly nosníku.
Regulační a návrhové zatížení – zatížení, pro které je navrženo pravoúhlé potrubí. Můžete je určit pomocí následujících článků na webu:
- kalkulačka pro sběr zatížení na podlahovém nosníku;
- příklad sběru zatížení na podlahovém nosníku;
- Příklad sběru břemen na krokvích.
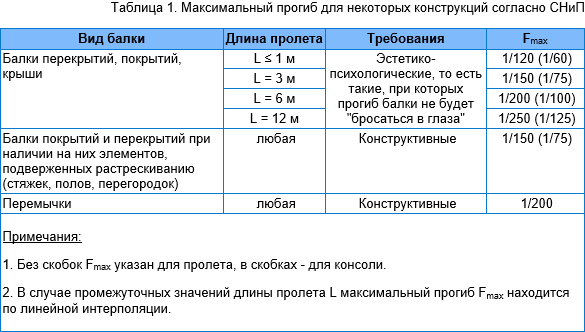
Fmax – maximální přípustný průhyb, zvolený podle tabulky E.1 SNiP „Zatížení a nárazy“, v závislosti na typu konstrukce. Některé hodnoty tohoto ukazatele jsou uvedeny v tabulce 1.
Počet trubek – zde se nejčastěji volí „jeden“, ale pokud je potřeba jej zpevnit položením trubky stejného profilu vedle sebe, musí být specifikováno „dvě“.
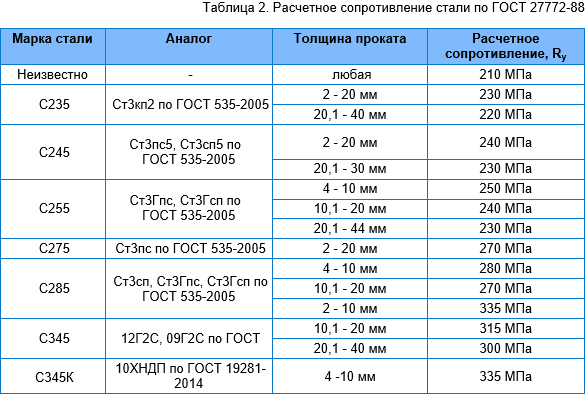
Návrhová odolnost Ry — tento parametr závisí na jakosti oceli. Hlavní hodnoty tohoto ukazatele jsou uvedeny v tabulce 2.
Velikost potrubí — zde se musíte rozhodnout pro GOST (8645-68 nebo 30245-2003) a velikost potrubí. Pokud chcete, můžete vybrat profil pro oba tyto standardy současně a porovnat hodnoty ve výsledcích.
Výsledek
WPožadované — požadovaný moment odporu profilu.
Fmax – maximální výchylka v centimetrech, která je přípustná pro trám na rozpětí délky L.
Wnosníky — moment odporu zvolené trubky. Pro každý GOST je jeden. Pokud Wnosníky > WPožadované, což znamená, že pevnost paprsku je zajištěna.
Akcie – pokud je v tomto sloupci hodnota s mínus (-), pak paprsek neprojde z hlediska pevnosti a pokud s plus (+), pak ukazuje, jaké procento má paprsek bezpečnostní rezervu.
Fnosníky — o kolik centimetrů se nosník ohnul vlivem standardního zatížení.
Akcie – stejné jako ve vztahu k momentu odporu.


Dobrý den, milí čtenáři. Dnes vám plánuji říct, jak ohnout profilovou trubku vlastníma rukama pomocí speciálního nástroje i bez něj. Téma článku je stále relevantnější, protože většina našich krajanů – letních obyvatel plánuje pořídit si skleník, jehož cena nebude vysoká. Nejjednodušší je sestavit takovou konstrukci vlastníma rukama z profilové trubky s obdélníkovým průřezem.
Ohýbaný profil je navíc nezbytnou součástí pro montáž polykarbonátových markýz a altánů. Toto téma proto jistě zaujme nejen letní obyvatele, ale i obyvatele měst, kteří se zabývají úpravou území sousedících s domem.
Čtěte také: Jak zmagnetizovat magnet doma?
Metody ohýbání trubek podél poloměru
Proces ohýbání ocelových trubek podél poloměru jim umožňuje získat částečnou nebo úplnou zakřivenou hladkou konfiguraci, která nezávisí na tvaru profilu. Takže při ohýbání dutého profilu na ocelovém obrobku současně působí síla, která jej stlačuje podél vnitřní stěny a síla, která jej natahuje podél vnějšího poloměru. Specifikem tohoto procesu je, že:
- profil v okamžiku, kdy mu dává tvar ohybu, se může zdeformovat, ve kterém trubka ztratí zarovnání;
- když je vnější stěna trubky natažena v oblasti maximálního poloměru, může dojít k prasknutí stěny vlivem radiální síly;
- stlačená vnitřní část trubky s nerovnoměrným smrštěním bude rozdrcena záhyby ve formě zvlnění působením tangenciálních sil.
Proto existují dva hlavní způsoby, jak ohýbat trubku podél poloměru, a to:
- přímo na studené potrubí,
- při zahřívání oblasti ohybu.
Studená metoda se používá hlavně u trubek s malým průměrem, ale v tomto případě je nutné jasně znát minimální poloměr ohybu trubky podél středové osy.

Při zahřívání místa ohybu se vytvářejí příznivější podmínky pro proces dané deformace, protože kov získává dostatečnou tažnost, což snižuje pravděpodobnost tvorby různých defektů. Horké metody ohýbání trubky podél poloměru se používají hlavně pro obrobky s velkým průměrem, protože tato technika je dražší a vyžaduje více času na provedení jednoho ohybu.
Při použití obou metod je nutné znát technologický postup, který zajistí rovnoměrný průřez kovové trubky v celém poloměru zakřivení a úplnou absenci trhlin a záhybů na stěnách.
Výpočet poloměru ohybu potrubí pomocí pravítka
Pro provedení výpočtů je třeba vzít dvě pevná pravítka o délce 30 a 50 cm. Nejprve změřte poloměr ohybu již ohnuté trubky, který je třeba zopakovat na obrobku. Pravítko je nutné přiložit k původní trubce a změřit vzdálenost mezi pravítkem a středem trubky (obr. 1).
Obr. 1 Měření šířky původní trubky.
Obr. 2. Poloměr ohybu potrubí.
Na základě získaných dat z měření pomocí pravítka je nutné z tabulek 1 a 2 vybrat vhodné parametry poloměru a průměru oblouku.
- A – interval (šířka) trubky, mm
- D – průměr oblouku, mm
- R — poloměr ohybu, mm
Tabulka 1. Použití 30cm pravítka
| interval | 5 | 7,5 | 10 | 12,5 | 15 | 17,5 | 20 | 25 |
| Průměr | 4505 | 3008 | 2260 | 1813 | 1515 | 1303 | 1145 | 925 |
| Poloměr | 2253 | 1504 | 1130 | 907 | 758 | 652 | 573 | 463 |
| interval | 30 | 40 | 50 | 60 | 70 | 90 | 100 |
| Průměr | 780 | 603 | 500 | 435 | 391 | 340 | 325 |
| Poloměr | 390 | 302 | 250 | 218 | 196 | 170 | 163 |
Tabulka 2. Použití 50cm pravítka
| interval | 5 | 7,5 | 10 | 12,5 | 15 | 17,5 | 20 | 25 | 30 | 40 | 50 |
| Průměr | 12500 | 8341 | 6260 | 5013 | 4182 | 3589 | 3145 | 2525 | 2113 | 1603 | 1300 |
| Poloměr | 6250 | 4172 | 3130 | 2507 | 2091 | 1795 | 1573 | 1263 | 1057 | 802 | 650 |
| interval | 60 | 70 | 80 | 90 | 100 | 110 | 130 | 160 | 200 |
| Průměr | 1102 | 963 | 861 | 785 | 725 | 678 | 611 | 550 | 513 |
| poloměr | 551 | 482 | 432 | 393 | 363 | 339 | 306 | 275 | 257 |
Jak určit minimální poloměr
Minimální poloměr ohybu kovové trubky lze určit podle níže uvedeného výpočtu a na základě výkresu.

Minimální přípustný poloměr ohybu, při kterém může dojít ke kritické deformaci, je určen poměrem:
Rmin = 20*S,
kde Rmin je minimální možný poloměr ohybu kovové trubky, S je tloušťka stěny trubky v mm.
Čtěte také: Válcování trubek a kovů: vlastnosti technologie
Poloměr podél středové osy potrubí tedy bude:
R = Rmin + 0,5 * D,
kde D je jmenovitý průměr trubky.
Předpokladem správného výpočtu minimálního poloměru ohybu je nutnost vzít v úvahu poměr:
Kt = S/D,
kde Kt je kritérium, které bere v úvahu tenkost trubek.
Získáme tak univerzální vzorec pro výpočet přípustného poloměru ohybu:
R= 20*Kt*D + 0,5*D,
Pokud je vypočtený poloměr R větší než (20*Кt*D + 0,5 *D), pak použijeme metodu ohýbání za studena, pokud je menší, je nutné trubku před ohybem dodatečně zahřát, jinak dojde k deformaci trubky stěnám se nelze vyhnout.
R ≥9.25*((0,2 – Kt)**0,5),
pokud je minimální přípustný podmíněný poloměr ohybu menší než získaná hodnota, pak je použití úpravy předpokladem.
Korekci poloměru ohybu trubky se zohledněním zpětného odpružení po odstranění zatížení lze získat pomocí vzorce:
Rav = 0,5 *Ku*Dm,
kde Dm je průměr ohýbacího trnu, Ku je referenční hodnota koeficientu pružné deformace pro daný kov.
Čtěte také: Hlavy pro odšroubování šroubů s odizolovanými hranami
Pro zvětšené výpočty tedy můžeme vzít hodnotu koeficientu pružné deformace rovnou 1,02 pro trubky o průměru do 40 mm, vyrobené z oceli nebo mědi, a pro trubky se jmenovitým průměrem větším než 40 mm hodnota se tedy bude rovnat 1,014.
Pro přesnější výpočet úhlu, pod kterým je nutné ohýbat trubku, s přihlédnutím k množství elastické deformace, můžete použít vzorec:
α = α *(1 + 1/m),
kde α je úhel natočení středové osy, m je hodnota referenčního koeficientu elastické deformace.
Pokud je tedy vypočtený poloměr dvakrát až třikrát větší než průměr trubky, pak hodnotu koeficientu elastické deformace lze brát v rozsahu od 40 do 60.
Kalkulačka
| Příklad výpočtu |
Související kalkulačky:
- Sběr zatížení na podlahové trámy online
- Výpočet čtvercového potrubí
- Výpočet I-paprsku
- Výpočet kanálu
- Výpočet úhlu
- Výpočet dřevěného trámu
Nářadí a vybavení
K ohýbání ocelových trubek malého průměru při instalaci inženýrských potrubí se používá ruční nářadí a metoda deformace za studena. Studenou trubku lze tedy ohýbat pomocí zařízení pomocí následujících metod:
- pomocí šablonového válcování pro kulaté trubky do průměru 76 mm. Na strojích, které používají válcování, není možné získat kvalitní zaoblení poloměru průřezu v ohybu;
- navíjením na stacionární smýkadlo s podélným pohybem odvalovacího válce;
- založené na přenosu síly pneumatickým nebo hydraulickým válcem do bodu ohybu s důrazem na dva pohyblivé válečky;
- s protahováním přes pohyblivé vodicí válečky, které umožňují vyrábět ohyby s malým úhlem poloměru, používané na univerzálních ohýbacích strojích.

Ohýbání profilové trubky podél poloměru čtvercového nebo obdélníkového průřezu se provádí stejným způsobem jako kruhové ocelové trubky. Hlavní rozdíl mezi ohýbačkami profilových trubek je ve formě válečků, šablon a záběhu, které mají tedy obdélníkový průřez.
Trubky velkých průměrů se ohýbají výhradně horkými metodami na speciálních strojích, a to následujícím způsobem:
- deformace obrobku na matrici, která umožňuje vyrábět výrobky s několika ohyby v jedné nebo několika rovinách najednou;
- protahování na speciálním rohu umožňuje získat nejen minimální poloměry, ale také stanovené zakřivení poloměru při zachování jednotného průměru průřezu trubky díky současné kalibraci na vnitřním jádru.
Jak ohýbat polotovary trubek ve výrobě za tepla, můžete vidět v tomto videu.
Jaké zatížení působí na profilovou trubku?
Důležitým kritériem, které se při výpočtech zohledňuje, je doba nárazu a typ zatížení. Tyto ukazatele jsou regulovány normou SP 20.13330.2011 „Zatížení a nárazy“. Rozlišuje se mezi tlakovou silou:
- Konstantní, kdy se hmotnost a působící síla po dlouhou dobu nemění. Účinky jsou vytvářeny stavebními prvky (nosnými a obvodovými konstrukcemi), zeminami, hydrostatickým tlakem.
- Dlouhodobé. Dočasné příčky ze sádrokartonu, stacionárního vybavení, skladovaných materiálů a také v důsledku změn vlhkosti nebo smrštění.
- Krátkodobé. Vybavení, hmotnost osob a vozidel, klimatické, způsobené sněhem, větrem, teplotními změnami, námrazou.
- Speciální. Seismické a explozivní vlivy, které vedou ke změnám ve struktuře půdy, důsledek kolizí vozidel a vlivy způsobené požárem.
Soubor postupů poskytuje výpočtové vzorce, tabulky a diagramy pro každý typ zatížení. Zohledňuje také realistickou kombinaci všech typů tlaku.
Geometrické parametry žebrovaných trubek AVO
| Finální koeficient | Vnější průměr, mm | Výška žebra, mm | Počet žeber na 1 m lineární délky | Délka trubky, mm |
| 9 | 49 | 10,5 | 286 | 12 000 |
| 14,6 | 56 | 14 | 333 | 12 000 |
| 20 | 57 | 15 | 400 | 12 000 |
| 22 | 57 | 15 | 433 | 12 000 |
Rozšířené zavedení konvekčních povrchů s příčně žebrovanými trubkami (například různé konstrukce vzduchem chlazených ventilačních systémů) do energetiky a průmyslu se stalo možným na základě metod žebrování trubek s využitím následujících technologií:
- Vroubkování – na nosnou trubku se umístí hliníková trubka většího průměru s danou tloušťkou, ze které se následně deformační metodou za pomoci strojních válců vytlačují žebra;
- Navíjení – na nosnou trubku se pevně navine hliníková páska, která může mít několik možností upevnění: do drážky nebo bez ní.
Mimochodem, přečtěte si také tento článek: Systém přívodu vzduchuZároveň existují problémy s přesnými a univerzálními metodami výpočtu jejich tepelných a aerodynamických vlastností, dalším zdokonalováním těchto povrchů a intenzfikací výměny tepla v nich. Řešení těchto problémů bylo do jisté míry brzděno absencí spolehlivého fyzikálního obrazu přenosových procesů v příčně žebrovaných plochách.
Výpočty průhybu potrubí provádíme sami
Profilové trubky se široce používají v soukromé i průmyslové výstavbě. Používají se k výrobě altánů, skleníků, garáží, hospodářských budov a billboardů. Konstrukce nejsou jen klasického obdélníkového tvaru, ale mohou mít i širokou škálu konfigurací. Proto je velmi důležité správně vypočítat maximální povolený ohyb trubky. To zajistí pevnost a trvanlivost konstrukce a umožní jí zachovat si svůj původní tvar.
Při výrobě konstrukcí z profilové trubky ji nemůžete ohýbat „od oka“ – měli byste provést příslušné výpočty
Vlastnosti a znaky profilových trubkových výrobků
Profilové trubky jsou trubky, jejichž průřez se liší od kulatého. Nejběžnější variantou jsou čtvercové a obdélníkové výrobky. Jsou obzvláště oblíbené díky tomu, že výsledná konstrukce vytvořená na jejich základě má relativně malou hmotnost. Navíc! Díky specifickému tvaru je upevnění potrubních prvků k různým povrchům a k sobě navzájem výrazně zjednodušeno.
Tyto stavební výrobky se vyrábějí z široké škály slitin a kovů. Nejčastěji se však používají profilové trubky z nízkolegované a uhlíkové oceli. Každý kov má takovou přirozenou vlastnost, jako je bod odporu. Ten může být maximální i minimální. První z nich zejména způsobuje deformaci postavených konstrukcí, vede k ohybům, které mohou mít za následek zlomeniny.
Při ohýbání je důležité zohlednit takové vlastnosti, jako je typ výrobku a jeho hustota, průřez, velikost, stejně jako pružnost materiálu a jeho tuhost. Znalost všech těchto vlastností kovu umožní ohýbači pochopit, jak se bude konstrukce chovat během provozu.
Dále je třeba si uvědomit, že při ohýbání výrobku jsou jeho vnitřní části vystaveny stlačení, což vede ke zvýšení jejich hustoty a zmenšení velikosti. Délka vnější vrstvy se odpovídajícím způsobem zvětšuje, stává se více nataženou, ale méně hustou. Zároveň se i po dokončení procesu zachovávají původní vlastnosti středních částí.

Při ohýbání trubky je třeba vzít v úvahu vlastnosti materiálu, ze kterého je vyrobena, její rozměry a tloušťku stěny.
Důležité! Napětí během ohýbání profilu trubky nutně vznikne i na úsecích výrobku, které jsou nejvíce vzdáleny od neutrální zóny. Obzvláště vysokému tlaku budou vystaveny vrstvy nacházející se v bezprostřední blízkosti výše zmíněné neutrální zóny.
Další doporučení
Pokud nebudou provedeny předběžné výpočty přípustných poloměrů, jakož i síly a rychlosti deformace, dojde ke kritickým deformacím:
- vnitřní strana profilové trubky se při stlačení rozdrtí do nerovných záhybů;
- V řezu s maximálním poloměrem dojde k prasknutí stěny v důsledku mezní hodnoty radiální síly.
Pro kování za studena je nejlepší možností použít plechové nebo profilové polotovary o tloušťce do 10 mm. V praxi, když zvolený plechový materiál nebo profilové trubky neumožňují ohýbání v daném poloměru, odborníci se rozhodnou použít jiný kov nebo použít technologie předehřívání na vysoké teploty.
Máte nějaké otázky? Požádejte o zpětné volání!
Proveďte výpočty ohybu
Výpočet kruhové trubky pro ohyb je nutný pro stanovení maximální dovolené úrovně napětí pro každý konkrétní úsek trubky.
Čtěte také: Extruder pro krmení: výkresy a užitečná doporučení
Každý materiál má svou vlastní normální hodnotu napětí, která nemá žádný vliv na samotný výrobek. Aby byly výpočty správné, musí být provedeny pomocí speciálního vzorce. Zvláštní pozornost by měla být věnována zajištění toho, aby ukazatele zůstaly v rámci maximálních povolených hodnot. Podle Hookova zákona je výsledná elastická síla přímo úměrná deformaci.
Při výpočtu velikosti ohybu musíte navíc použít následující vzorec napětí: M/W, kde M je velikost ohybu podél osy, na kterou působí síla, a W je velikost odporu této osy v bodě ohybu.