Jak ohýbat trubku: doma bez ohýbačky trubek z kovu a nerezové oceli, fotografické pokyny pro provádění práce

Trubky jsou všestranné produkty, které lze použít pro různé účely. Velmi často, aby se trubka ideálně „vešla“ do místa, které je pro ni v konstrukci přiděleno, je nutné ji ohnout. Podívejme se níže na to, jak ohýbat trubku doma.

Stručný obsah
Výběr metody ohybu
Jak ohýbat trubku vlastníma rukama? Otázka není jednoduchá. Při ohýbání tohoto výrobku sami je v první řadě důležité vzít v úvahu skutečnost, že během tohoto procesu vznikají v profilovém kovu radiální a tangenciální síly, jejichž dopad může vést k prasknutí sekce a vzniku záhybů na to.

Aby se tomu zabránilo, je nutné při vytváření ohybu vzít v úvahu všechny parametry tohoto procesu.

Technologie, která může být použita v každém konkrétním případě, je vybrána na základě:
- Materiál potrubí;
- Jeho velikost;
- Požadovaný úhel a poloměr ohybu.

Po předběžném posouzení těchto parametrů byste si měli vybrat jednu z níže navržených možností. Níže uvedené fotografie vám pomohou pochopit správnou implementaci každého z nich a krok za krokem demonstrují, jak ohýbat trubku.

Teplo
Při vystavení vysokým teplotám se mnohé kovy a jejich slitiny stávají tažnějšími a méně deformovatelnými. Toto pravidlo platí pro hliníkové, duralové, ocelové, měděné, mosazné výrobky a hliníko-železné bronzové obrobky.
- Při ohřevu trubek z cínového bronzu, šedé litiny nebo slitin zinku můžete dosáhnout přesně opačného efektu – zahřátím křehnou.
- Z toho vyplývá, že na ohýbání nelze ohřát ledajakou trubku.
- Pozinkované trubky je možné ohřívat, protože jejich povlak v tomto případě není poškozen.
- Při zahřívání produktu byste se neměli nechat příliš unést, protože pod vlivem příliš vysokých teplot začne do materiálu pronikat kyslík, což má za následek jeho oxidaci – nevratný proces, který ničí potrubí. Jako příklad můžeme uvažovat ohýbání hliníkového předvalku.
- Zahřejeme ohýbací plochu a přivedeme na ni list papíru. Pokud se rozsvítí, výrobek lze ohnout.









Jako indikátor stupně ohřevu ocelových konstrukcí lze použít jejich zčervenání do stavu okují.

Plnění vodou nebo pískem
Voda se nalije do dutiny obrobku, poté se na obou koncích nainstalují zátky a umístí se studená tak, aby zmrzla.

Výrobek se ohýbá následným ohřevem plynovým hořákem. Tato metoda není vhodná pro trubky, které mají pozinkovaný povlak, protože může dojít k poškození.

Metoda využívající písek je použitelná pro trubky s velkým průřezem nebo čtvercovou konfigurací. Jeho podstata spočívá v předběžném vyplnění dutiny obrobku pískem. Poté se trubka důkladně zahřeje a ohne poklepáním paličkou. K ohýbání pozinkovaných konstrukcí není potřeba žádné teplo.

Použití šablon
Tato metoda je vhodná pro výrobu složitých ohybů trubek. Nejjednodušší šablonou může být kus drátu, předem ohnutý podle toho, jak bude výrobek ohýbán.

Pokud je možné umístit ohnutou trubkovou část na rovinu, mohou samořezné šrouby stočené do kusu překližky fungovat jako druh šablony. Ohýbání se provádí postupně, výsledný výsledek čas od času kontrolujeme pomocí šablony.

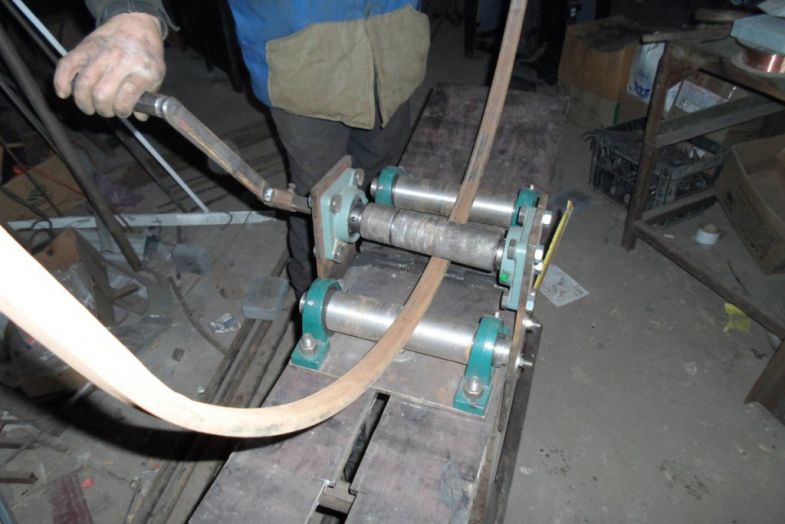
Aplikace rolí
Tato metoda je vhodná pro ohýbání kovového profilu. Je to dobré, protože jeho použití snižuje tření na povrchu výrobku a snižuje riziko nežádoucí deformace.









Výsledkem je, že k dosažení požadovaného ohybu je třeba vynaložit mnohem menší úsilí a poškození součásti je minimalizováno.

Pomocí rolí si můžete vyrobit vlastní ohýbačku trubek pro ohýbání trubek, což vám umožní vyhnout se použití dlouhých dílů. Nejčastěji se používá tříválcová verze. Dva válečky v něm umístěné hrají roli vnějších podpěr a třetí tlačí do středu záhybu.

Toto domácí zařízení umožňuje zpracovávat kulaté trubky, obdélníkové profily, stejně jako desky a rohy. Pomocí něj můžete ohýbat stejný poloměr na poměrně velké délce obrobku.

Jaro
Podstatou této možnosti je umístit pružinu požadovaného průměru, vyrobenou z oceli, do ohýbatelného obrobku.

Při ohýbání drží trubku a zabraňuje její nesprávné deformaci. Předprofilový prvek s vloženou pružinou se zahřeje a následně ohne pomocí kleští.

V určitých případech lze pružinu nahradit drátem. Jeho svazek se instaluje do potrubí po samostatných kusech a po dokončení ohybu se postupně vytahuje.
Metody ohýbání obrobků z různých materiálů
Profilové trubky
Profilové trubky mohou mít čtvercový, oválný a obdélníkový tvar. Je poměrně obtížné je ohýbat bez porušení technických specifikací. Nejúspěšnější možností pro provedení práce by bylo použití svařování s předběžným pilováním stěn obrobku bruskou, kde je plánován ohyb.

Kromě toho by bylo vhodné nejprve provést řezy a ohnout obrobek a poté svařit švy. Pokud má součást malý průměr, pak místo svařování postačí běžná páječka.








Trubky z nerezové oceli
Neohýbejte za tepla kvůli vysokému riziku poškození. Pro snížení rizika deformace potrubí se používají plniva – nejčastěji písek nebo voda. To vám umožní zachovat jeho tvar a minimalizovat pravděpodobnost defektů.

Měděné nebo hliníkové trubky
Měď a hliník se vyznačují zvýšenou měkkostí. V důsledku toho může být měděná nebo hliníková trubka ohýbána pouze za použití metod ohýbání za studena nebo mírného zahřátí. Plnidlem může být v tomto případě písek, voda, jar nebo kalafuna.

Kovovo-plastové trubky
Ručně se dobře ohýbají bez nutnosti zahřívání. Hlavní věcí je zajistit, aby se obrobek příliš neohýbal.

K provedení ohybu lze také použít drát zasunutím do dutiny ohýbané kovoplastové trubky nebo k tomuto postupu připojit ohřev, přičemž výslednou teplotu řídíme listem papíru.
Polypropylenové výrobky
Ohýbají se pouze tehdy, když to bez ohýbání nejde. Pro provedení ohybu se povrch polypropylenových trubek předehřeje konstrukčním fénem na ne více než 150 stupňů.
V každodenním životě je čas od času nutné deformovat kovové trubky různých konfigurací a délek.


Jak ohnout trubku bez ohýbačky trubek, pokud není možné ji zakoupit nebo trvale nainstalovat? Nicméně existují poměrně jednoduché technologické metody, které vám umožňují ohýbat kovovou (hliníkovou, měděnou a dokonce i ocelovou) trubku vlastníma rukama pomocí dostupných improvizovaných prostředků, a to nejen s kulatým průřezem, ale i s profilem.
Proč byste tyto produkty neměli vyrábět běžným kladivem a kovadlinou

Nejčastěji se ohýbání trubek provádí za účelem zajištění vodovodních komunikací nebo vnitřního rozvodu vodovodní sítě v domě. Vysoká hodnota momentu odporu dutého prvku nejen zvyšuje sílu, ale je také doprovázena významnou deformací vnitřního obvodu. Taková trubka sice může propouštět kapalinu, ale s obrovským hydraulickým odporem, což nakonec povede k předčasnému zničení výztuže. Nemluvě o tom, že samotný vzhled takového výrobku nemůže způsobit estetické potěšení. Konvenční ohýbání trubek kladivem (nebo kladivem – pokud existuje potřeba ohnout profilovou trubku s velkým obvodem) a kovadlinou s odpovídající kvalitou je nemožné. Faktem je, že když je ohybové zatížení soustředěno na vnější povrch trubky, její vnitřní obvod není vyvážen žádným silovým faktorem. V důsledku toho vznikají nebezpečná tahová napětí, která způsobují vznik četných záhybů, trhlin a zvlnění. Pro dosažení kvalitního výsledku by tedy měla být v ohybové zóně vytvořena podpůrná síla, díky níž se v deformační zóně vytvoří objemový napěťový stav. To zvyšuje plasticitu a umožňuje deformaci bez rizika zničení.
Ohýbání trubek, kulatých v půdorysu
Pokud není k dispozici ohýbačka trubek, lze deformaci provést dvěma metodami:
- Mechanické, působením požadovaného ohybového momentu;
- Tepelně, snížením meze kluzu materiálu.

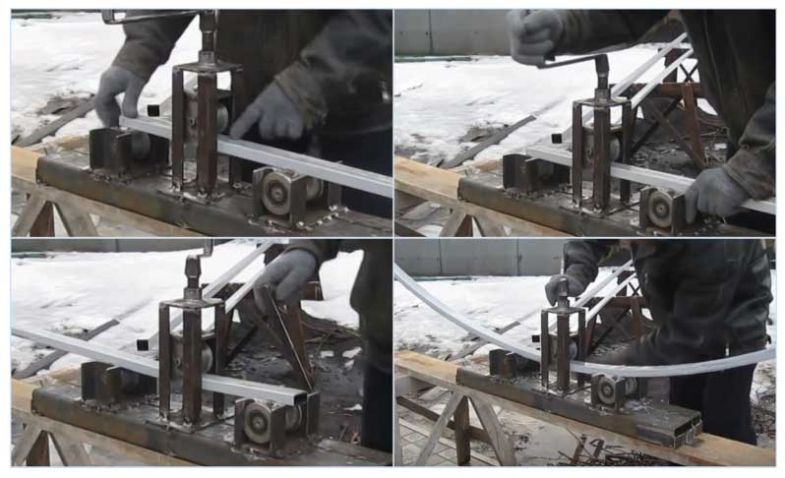
Mechanické metody se zase dělí na ohýbání pomocí profilovaného nástroje a pomocí mezilehlých pracovních médií. https://youtu.be/6golsrEzK4k Kovové válečky s drážkami pro instalaci pryžových kroužků jsou docela vhodné pro ohýbání kontur. Se sadou takových válečků můžete zpracovávat širokou škálu trubek. Válečky se čtvercovými drážkami vám umožní ohýbat profilovou trubku. Je třeba poznamenat, že níže popsané techniky nebudou nutné, pokud ohýbáte pod malým úhlem (až 15 – 20 °), stejně jako s poloměry více než 6 – 10krát většími než tloušťka stěny (menší hodnoty platí pro plastičtější materiály).
Ohýbání na tuhém nástroji
Například měděnou nebo hliníkovou trubku o průměru maximálně 20-30 mm lze ohnout na jednoduchém trnu, který může být vyroben ze dvou silných plechových pásů. Jejich vnější konfigurace by měla odpovídat požadovanému poloměru ohybu a vzdálenost by měla být přibližně polovina vnější velikosti výrobku. Takovou konstrukci lze snadno vyrobit vlastníma rukama a poté ji připevnit k pracovnímu stolu pomocí profilových rohů nebo ji jednoduše upnout do svěráku. Po obvodu se vyvrtá několik otvorů, do kterých se zasunou svorky pro upevnění opačného konce. Poté se deformace (v doslovném slova smyslu) provede poměrně snadno vlastníma rukama. Omezením této metody je, že rozměry nástroje jsou určeny délkou obrobku, takže ohýbání dlouhých trubek bude vyžadovat značný volný prostor. Nastavitelná vzdálenost mezi sousedními pásy, na kterých bude obrobek spočívat, dodá metodě všestrannost. Tepelná metoda spočívá v ohřevu opracovávané oblasti hořákem na teplotu 350 – 400 °C. V důsledku toho se zvyšuje plasticita, což umožňuje snížit horní přípustnou mez ohybových sil. Aplikovaná deformační síla se výrazně sníží, což umožní ohýbat i silnostěnnou nebo profilovou trubku vlastníma rukama. Zároveň se u ocelové trubky zhorší kvalita povrchu. Proto bude po opracování nutné provést následné broušení nebo pískování. Hliníkové nebo měděné trubky o velkém průměru se často ohýbají tímto způsobem.
Ohýbání s použitím mezilehlého pracovního média
Tato metoda patří k těm nejkvalitnějším. Navíc nemá žádná omezení, ať už co se týče příčné konfigurace, nebo délky dílu. Postup implementace procesu je následující:
- Ohýbaný obrobek se naplní až po okraj jemným (to je důležité!) pískem.
- Spodní část je utěsněna dřevěnou zátkou.
- Na opačný konec se nalije voda, aby se písek navlhčil a zvýšila se jeho soudržnost.
- Obrobek se pravidelně protřepává, aby se minimalizovaly dutiny.
- Když je potrubí zcela naplněné, ucpe se.
- Výrobek je podepřen silnostěnnou trubkou vhodných rozměrů.
- Ohyb se provádí ručně na požadovanou konfiguraci s ohledem na pružnost (měděná nebo hliníková trubka se ohýbá přímo „na míru“ a ocelová trubka se ohýbá do úhlu přesahujícího požadovanou hodnotu o 5–7°).
- Hmoždinky se vypálí a konstrukce se důkladně vyčistí.
Je také možné použít tažnou pružinu, jejíž rozměry odpovídají rozměrům trubkového obrobku. Pružina se nejprve připevní k pevné tyči a po dokončení procesu se odstraní. Obtíž spočívá ve výběru požadovaného průměru pružiny a v jejím následném narovnání.